+86-15756243641







фитинги гибких теплоизолированных труб
Когда говорят про фитинги гибких теплоизолированных труб, многие сразу думают о простых соединителях. Но на деле — это узловые элементы, от которых зависит, ?поползёт? ли вся система или прослужит годы. Частая ошибка — подбирать их, ориентируясь только на диаметр трубы, забывая про компенсацию температурных расширений и реальные нагрузки на трассе.
Основные типы и где их реально применяют
Если брать по типам, то тут и отводы, и тройники, и переходники, и фланцевые соединения. Но ключевое — это именно для гибких теплоизолированных, то есть тех, что идут с заводской изоляцией, часто в полиэтиленовой оболочке. Задача фитинга — не просто состыковать два отрезка, а обеспечить герметичность именно рабочего стального сердечника, при этом сохранив целостность гидроизоляции и теплоизоляционного слоя на стыке. Иначе точка соединения становится мостиком холода и потенциальной течью.
В наших проектах, особенно для надземной прокладки или в неотапливаемых каналах, без них никуда. Например, при обходе колонн или сложной геометрии здания. Гибкая труба позволяет аккуратно проложить трассу, но на каждом повороте — фитинг. И вот здесь начинается самое интересное: если фитинг не предусматривает той же степени тепловой компенсации, что и сама труба, через пару сезонов можно получить деформацию или разгерметизацию.
Один из практических случаев — монтаж подводки к цеховому оборудованию. Труба Pre-insulated, всё вроде бы стандартно. Но заказчик сэкономил, поставив более простые соединительные муфты, не рассчитанные на вибрацию от станков. Через полгода — звонок: на стыке появилась влага, изоляция мокрая. Разбирали — внутренний стальной шов фитинга пошёл трещиной от постоянной микровибрации. Пришлось переделывать на фланцевые соединения с демпфирующими прокладками. Вывод: тип фитинга должен учитывать не только температуру и давление, но и эксплуатационные динамические нагрузки.
Материалы и конструктивные нюансы
С материалами вроде бы всё ясно: сталь, нержавейка, иногда латунь для определённых сред. Но важна не просто марка стали, а как выполнено соединение с трубой. Чаще всего это сварка встык. Но для гибких теплоизолированных труб критично, чтобы сварной шов на стальном сердечнике был абсолютно ровным и прочным, иначе при последующей заливке пенополиуретановой изоляции в полевых условиях (а это часто делается прямо на месте для стыков) образуются пустоты.
Ещё один момент — конструкция термоусаживаемой муфты, которая идёт поверх соединения для восстановления гидроизоляции. Она должна не просто плотно обтягивать, а иметь адгезионный слой, который намертво схватится с полиэтиленовой оболочкой основной трубы. Видел ?ноунейм? муфты, которые после усадки казались монолитными, но через год-два на солнце адгезионный слой деградировал, и под муфту начала затекать вода. В итоге — коррозия стального сердечника снаружи, что особенно опасно.
Здесь, кстати, стоит отметить подход некоторых производителей, которые предлагают комплексные решения. Например, на сайте https://www.cdchenghang.ru у Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. видно, что они как раз делают акцент на полный цикл для паровых систем — от разработки до обслуживания. Для таких систем фитинги — это не просто метизы, а часть герметичного контура. Их производство требует точного контроля качества сварных швов и тестирования под давлением, о чём у них прямо указано в описании. В нашей практике мы иногда использовали их фланцевые комплекты для ремонта участков на ТЭЦ, и пока нареканий не было — видна именно заводская подготовка, а не кустарная сборка.
Монтаж: где чаще всего ошибаются
Самая большая головная боль — это подготовка торцов трубы перед монтажом фитинга. Нужно аккуратно зачистить стальной сердечник от пенополиуретана на строго определённую длину, при этом не повредить его поверхность. Если зачистить мало — нормально проварить стык не получится. Если много — останется большой зазор для последующей заливки изоляции, который сложно качественно заполнить. Часто монтажники торопятся и используют для зачистки болгарку, что категорически нельзя — сталь перегревается, появляются заусенцы. Нужен специальный торцеватель или хотя бы острый нож и терпение.
Второй момент — это центровка. Гибкая труба, даже в изоляции, не такая жёсткая, и её легко сместить при стыковке. Если сердечники труб в фитинге соосны с перекосом даже в пару миллиметров, сварной шов будет неравномерным, появится внутреннее напряжение. Потом, при тепловых циклах, это место станет слабым звеном. Мы всегда используем для таких работ простейшие центрирующие скобы, которые выставляются перед прихваткой.
И третий, часто упускаемый этап — проверка герметичности ДО восстановления теплоизоляции стыка. Казалось бы, очевидно. Но в погоне за сроками бывает, что сварили, быстро залили монтажной пеной или надели термомуфту, и поехали дальше. А давление в системе дают уже потом. Один раз так попали — при опрессовке участка дали давление, и через пару часов в одном стыке появилась микротечь. Пришлось вскрывать только что залитый и гидроизолированный узел, что в разы дороже и сложнее, чем провести проверку сварного шва мыльным раствором сразу после сварки.
Вопросы долговечности и что влияет на срок службы
Долговечность стыка с фитингом — это не только качество самого фитинга и сварки. Это комплекс: правильный подбор под среду (пар, горячая вода, химические составы), качество восстановления тепло- и гидроизоляции, и, что очень важно, условия эксплуатации. Например, для подземной бесканальной прокладки критична 100%-я гидроизоляция стыка. Если в него попадёт грунтовая вода, то коррозия сердечника — дело времени, даже если сталь оцинкована.
Надземная прокладка — свои риски. Ультрафиолет для полиэтиленовой оболочки и термоусадки. Перепады температур, особенно в северных регионах. Тут важно, чтобы внешняя оболочка фитинга или термоусаживаемая муфта была из стойких к УФ-излучению материалов. Видел случаи, когда муфта через несколько лет на открытом солнце становилась хрупкой и трескалась.
Ещё один фактор, о котором мало говорят, — это качество самого пенополиуретана, которым заполняют полость стыка на объекте. Он должен иметь не только определённую плотность, но и закрытую ячеистую структуру, чтобы не впитывать влагу. Бывало, использовали дешёвую монтажную пену, которая гигроскопична. Со временем она набирала влагу, которая зимой замерзала, разрывала изоляцию и постепенно добиралась до стальной трубы. Поэтому сейчас мы работаем только с двухкомпонентными системами заливки от проверенных поставщиков.
Выбор поставщика и экономия, которая может выйти боком
Рынок завален предложениями, от очень дорогих европейских комплектующих до дешёвых, происхождение которых не всегда понятно. И здесь правило ?скупой платит дважды? работает на все сто. Дешёвый фитинг может быть сделан из стали не той марки, с более тонкой стенкой, с некачественной внутренней обработкой, которая создаёт турбулентность потока и увеличивает гидравлическое сопротивление.
Но и слепо брать самое дорогое не всегда разумно. Нужно смотреть на специфику проекта. Иногда для небольшой котельной с низкими параметрами пара достаточно стандартных решений от проверенного производителя среднего ценового сегмента, который даёт нормальные сертификаты. Главное — наличие полной технической документации, где чётко прописаны все параметры: рабочее давление, температура, материал, тип соединения, рекомендации по монтажу.
В этом контексте возвращаюсь к примеру Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. (ООО Чэнду Чэн Ханг Энергосберегающее производство). Их позиционирование как производителя, объединяющего разработку, проектирование и тестирование, говорит о том, что они контролируют процесс. Для ответственных участков, особенно в паровых системах, где последствия протечки серьёзные, такой подход важен. Их оборудование проходило сертификацию, и это не просто слова. В одном из наших проектов по модернизации паропровода как раз использовались их фитинги гибких теплоизолированных труб — отводы и переходники. Что отметили — чёткое соответствие заявленным размерам и хорошая подготовка поверхности под сварку, без окалины и задиров. Это экономит время на подготовку и снижает риск брака при сварке. В итоге участок сдан, работает, претензий нет. Это тот случай, когда сотрудничество с профильным заводом-изготовителем, а не с перекупщиком, оправдывает себя.
В целом, тема фитингов — это не про мелочёвку, а про надёжность системы в самых уязвимых точках. Подход должен быть системным: от корректного выбора и проверки материалов до строгого соблюдения технологии монтажа и контроля на каждом этапе. Только тогда можно быть уверенным, что эти соединения не подведут через сезон или два, а отработают положенный срок, сохраняя тепло и герметичность.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Термодинамические дисковые ловушки CHR65-07
Термодинамические дисковые ловушки CHR65-07 -
 Трассировка пара – сборные трассировочные трубы
Трассировка пара – сборные трассировочные трубы -
 Термодинамические дисковые ловушки CHR260-05
Термодинамические дисковые ловушки CHR260-05 -
 Рычажные поплавковые ловушки CHF35-1500
Рычажные поплавковые ловушки CHF35-1500 -
 CHD110-35 перевернутая бочкообразная ловушка
CHD110-35 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
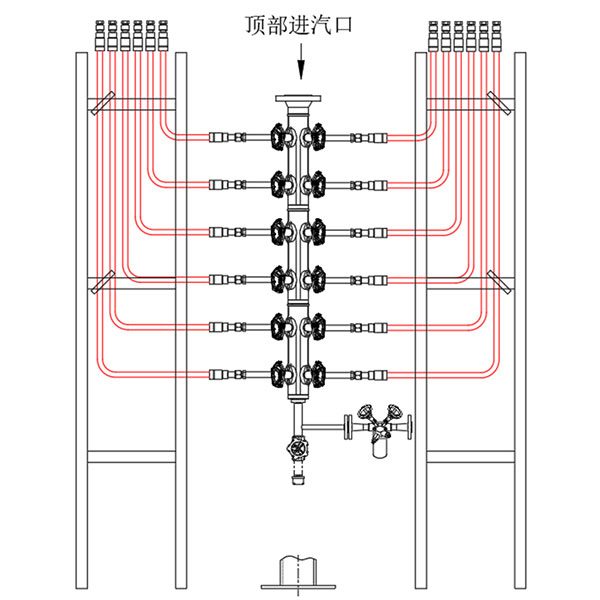 Встроенная система распределения пара
Встроенная система распределения пара -
 Быстрый соединитель
Быстрый соединитель -
CHD65-55 перевернутая бочкообразная ловушка
-
 Ловушки свободный поплавок CHZF25-80
Ловушки свободный поплавок CHZF25-80 -
 CHDW091 перевернутая бочкообразная ловушка
CHDW091 перевернутая бочкообразная ловушка -
 CHD25-22 перевернутая бочкообразная ловушка
CHD25-22 перевернутая бочкообразная ловушка