+86-15756243641







Узел сбора конденсата
Когда слышишь ?узел сбора конденсата?, многие сразу представляют себе простой бак под трубой. На деле же — это целый комплекс, от которого зависит и энергоэффективность, и безопасность, и долговечность всей паровой системы. Частая ошибка — недооценивать его, считать второстепенным. А потом удивляются, почему растут затраты на топливо или начинаются гидроудары.
Из чего на самом деле состоит узел
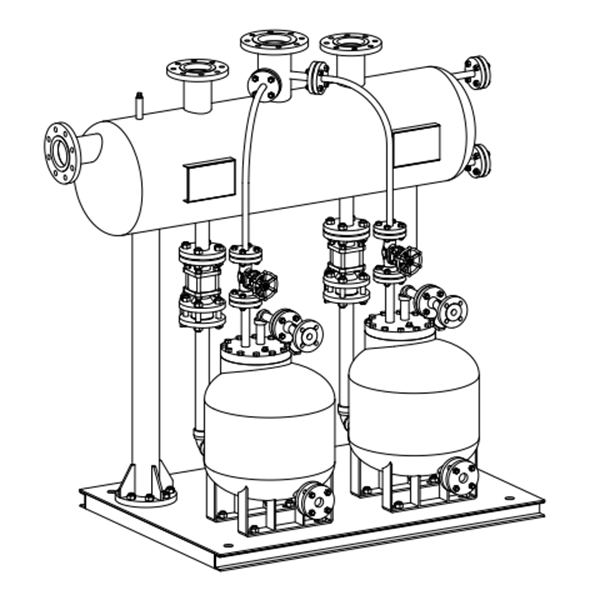
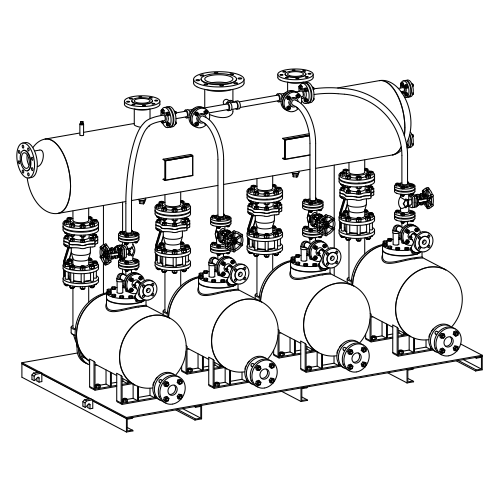
Если разбирать по косточкам, то ключевых компонентов несколько. Во-первых, сам конденсатосборник, его ёмкость и материал. Тут нельзя брать ?на глаз? — расчёт идёт от пиковых нагрузок, иначе он просто не будет успевать. Во-вторых, насосы, конденсатные или вакуумные. Их подбор — отдельная история, зависит от давления, температуры, агрессивности среды. И третий пласт — арматура и автоматика: обратные клапаны, чтобы не было противотока, термостатические ловушки, датчики уровня. Пропустишь что-то — и вся конструкция работает вполсилы.
Вот, к примеру, на одном из старых комбинатов по переработке молока стоял самодельный узел. Сварной бак, насос откуда-то со склада. Вроде конденсат уходит, но КПД паровой установки был катастрофически низким. Когда вскрыли — оказалось, конденсат возвращался с температурой под 95°C, почти кипятком. Парогенератору, чтобы снова его превратить в пар, требовалось огромное количество энергии. Всё потому, что не было нормальной теплоизоляции и грамотного разделения потоков.
Иногда проблема кроется в мелочах. Допустим, обратный клапан. Поставили не тот тип — он начал ?подтрагивать?, пропускать пар в линию возврата. Вроде бы мелочь, но за месяц набегают существенные потери. Или другой случай — не учли химический состав конденсата. После мойки оборудования в него попадала щёлочь, и через полгода обычный стальной бак начал корродировать в самых неожиданных местах.
Подводные камни проектирования и монтажа
Проектирование — это не про то, чтобы расставить оборудование на чертеже. Это про понимание технологического цикла. Где будут пиковые сбросы? Какой перепад высот между паро потребителями и узлом? Будет ли конденсат от разных цехов смешиваться? Если смонтировать узел без ответов на эти вопросы, он станет источником постоянных проблем.
Однажды пришлось переделывать систему на кирпичном заводе. Изначально узел поставили в удобном для обслуживания месте, но далеко от основных прессов. В результате в длинных трубопроводах скапливался конденсат, при запуске линии происходили мощные гидроудары, рвало сварные швы. Пришлось переносить ближе к точкам потребления, разбивать на несколько модульных узлов сбора поменьше. Затратно, но дешевле, чем постоянно ремонтировать магистральные паропроводы.
Монтаж — отдельная песня. Важно не просто закрепить насос, а обеспечить правильную обвязку. Обводные линии, байпасы для ручного режима на случай отказа автоматики, правильные уклоны труб для самотека. Часто монтажники, экономя время, делают уклоны ?примерно?. А потом конденсат стоит в трубах, создаёт пробки, и насосы работают на сухую, что быстро выводит их из строя.
Связь с энергосбережением: где искать реальную экономию
Здесь многие фокусируются на самом насосе — мол, поставим частотный преобразователь и будем экономить. Это важно, но не первостепенно. Главный резерв — это возврат максимально горячего конденсата обратно в котельную. Каждый градус, на который остыл конденсат по дороге — это дополнительные затраты на его повторный нагрев. Поэтому изоляция трубопроводов возврата не менее важна, чем изоляция паропроводов.
На мясоперерабатывающем заводе провели простой эксперимент: утеплили все линии возврата конденсата от варочных котлов до центрального узла. Затраты на материалы окупились за отопительный сезон только за счёт снижения расхода газа. Экономия оказалась на порядок выше, чем от установки ?продвинутых? насосов.
Ещё один момент — контроль качества конденсата. Если в него попадает пар от прохудившихся теплообменников или сырая питательная вода, его теплотворная способность падает. Иногда экономически выгоднее не возвращать такой загрязнённый поток, а сбрасывать его и готовить новую воду. Это сложное решение, требующее постоянного анализа, но оно тоже часть работы с узлом.
Опыт с оборудованием и выбор поставщика
Перепробовал за годы разное — и отечественное, и импортное. Вывод прост: не бывает универсального ?лучшего? решения. Всё зависит от условий. Для пищевого производства, где важна чистота, часто выбирают нержавеющие сборные баки с полированной внутренней поверхностью. Для химии — особые сплавы или покрытия. А для обычной котельной средней мощности иногда надёжнее и дешевле оказывается проверенный чугунный насос, чем сложная импортная система с кучей датчиков, которая боится перепадов напряжения.
Сейчас на рынке много игроков, но важно найти того, кто не просто продаст железо, а поможет рассчитать и спроектировать. Я, например, в последнее время присматриваюсь к решениям от Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd.. Видно, что компания ООО Чэнду Чэн Ханг Энергосберегающее производство специализируется именно на гидрофобном оборудовании для паровых систем, а не делает всё подряд. На их сайте https://www.cdchenghang.ru видна глубина проработки: от разработки и проектирования до собственного производства и тестирования. Для меня как для практика это важный сигнал — значит, могут адаптировать стандартное решение под нестандартную задачу, например, под высокое содержание растворённого кислорода в конденсате, который у нас бывает из-за особенностей водоподготовки.
Пробовал работать с теми, у кого производство разбросано по кооперации. Сложности начинаются при первой же нестандартной поломке: жди запчасти месяц, а система простаивает. Поэтому наличие полного цикла, как заявляет Chengdu Chenghang, — это серьёзное преимущество. Особенно если у них действительно есть свои испытательные стенды. Это позволяет быть уверенным, что узел придёт не просто собранным, а проверенным под давлением.
Мысли вслух о будущем таких систем
Тенденция идёт к интеллектуализации. Простые поплавковые датчики уровня постепенно уступают место системам с непрерывным мониторингом не только уровня, но и температуры, давления, иногда даже электропроводности (как индикатора качества) конденсата. Данные уходят в общий SCADA-щит. Это уже не просто узел сбора, а важная точка сбора информации для цифрового двойника котельной.
Но здесь есть ловушка. Усложнение электроники должно быть оправданным. В условиях российской зимы, в неотапливаемом пристрое, где часто ставят такие узлы, плата управления может не пережить сезон. Иногда надёжнее и практичнее остаться на проверенной электромеханической автоматике. Баланс между ?умным? и ?живучим? — вот главная дилемма при модернизации.
В итоге возвращаюсь к началу. Узел сбора конденсата — это не вспомогательное оборудование, а полноценная система, требующая такого же внимания при расчёте, подборе и монтаже, как и основные агрегаты. Его эффективность напрямую бьёт по карману через затраты на топливо и по надёжности — через риск аварий. Сэкономить на нём при строительстве — значит заложить проблемы на годы вперёд. А грамотно рассчитанный и собранный узел, возможно, от проверенного производителя с полным циклом, работает годами, о нём просто забывают. Что, в общем-то, и есть лучшая оценка для любого технологического оборудования.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 CHDFZ191 перевернутая бочкообразная ловушка
CHDFZ191 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
 Быстрый соединитель
Быстрый соединитель -
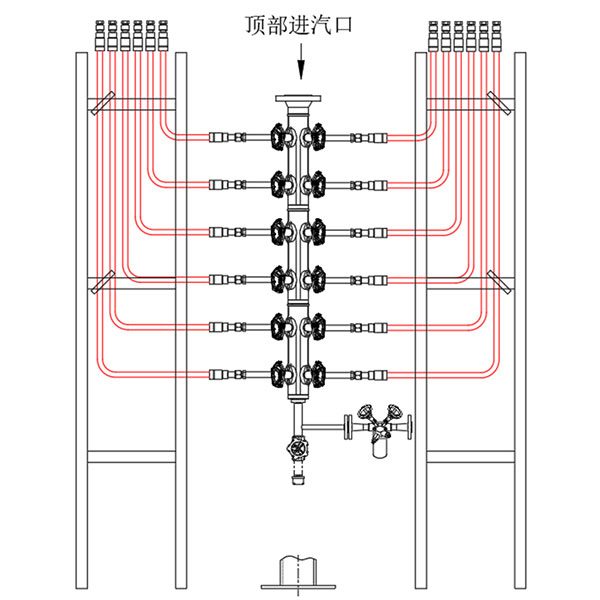 Встроенная система распределения пара
Встроенная система распределения пара -
 CHD130-140 перевернутая бочкообразная ловушка
CHD130-140 перевернутая бочкообразная ловушка -
 Термодинамические дисковые ловушки CHR80-06
Термодинамические дисковые ловушки CHR80-06 -
 Ловушки свободный поплавок CHZF25-60
Ловушки свободный поплавок CHZF25-60 -
 Серия CHB-JZ4
Серия CHB-JZ4 -
 Утепляющая одежда
Утепляющая одежда -
CHD110-35 перевернутая бочкообразная ловушка
-
Ловушки свободный поплавок CHZF25-80
-
 Термодинамические дисковые ловушки CHR35-10
Термодинамические дисковые ловушки CHR35-10