+86-15756243641







нержавеющая сталь 304
Вот смотрю на этикетку, а там — нержавеющая сталь 304. И сразу всплывает куча вопросов. Многие думают, раз это ?нержавейка?, то она везде и всегда подходит. Особенно в паровых системах, где, казалось бы, коррозия — главный враг. Но на деле всё сложнее. 304-я — это как базовый инструмент в мастерской: универсальный, доступный, но для специфичных задач — не всегда оптимальный. Часто её берут просто по привычке или потому что ?так все делают?, не вдаваясь в детали среды, температурных скачков или даже качества самой стали из конкретной партии. Сам не раз на этом попадался.
Почему именно 304-я? Или не совсем?
Начну с основ. 304-я — это аустенитная сталь, хром-никель. Хорошая коррозионная стойкость в большинстве сред, пластичность, свариваемость. Для многих компонентов паровых систем — теплообменников, трубопроводов, ёмкостей — это разумный выбор. Но ключевое слово — ?большинство?. В паре, особенно если есть риск конденсата с возможными хлоридами или другими агрессивными агентами, начинаются нюансы. Межкристаллитная коррозия, точечная — не миф. Видел образцы, где на сварных швах после пары лет в неидеальных условиях появлялись рыжие подтёки. И это при маркировке 304.
Здесь важно понимать, что сталь стали рознь. Один поставщик даёт материал с идеальным соблюдением химического состава, другой — где-то на нижней границе допуска по молибдену или углероду. Последнее критично для сварки. Поэтому мы, например, при заказе нержавеющая сталь 304 для ответственных узлов всегда запрашиваем сертификаты с полным химсоставом и, по возможности, проводим выборочные проверки. Это не паранойя, а необходимость. Особенно когда речь идёт о производстве гидрофобного оборудования, где надёжность напрямую влияет на энергоэффективность всей системы.
К слову о производстве. В нашей практике, на Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd., мы часто используем 304-ю именно для корпусов сепараторов, каплеуловителей, элементов обвязки. Но не для всего. Есть моменты, где даже незначительный риск коррозии недопустим — тогда смотрим в сторону 316L или других марок. Решение всегда принимается после анализа конкретных условий заказчика: давление, температура, состав пара, наличие химических добавок в котловой воде. Шаблонов здесь нет.
Опыт и грабли: когда 304 подвела
Расскажу случай. Поставляли партию конденсатоотводчиков для пищевого комбината. Всё по ТЗ, корпуса — нержавеющая сталь 304, внутренние элементы — износостойкие сплавы. Через полгода звонок: на некоторых образцах в зоне фланцевого соединения появились точки коррозии. Стали разбираться. Оказалось, на объекте периодически проводили промывку системы реагентами на основе хлорсодержащих соединений. Остаточные количества, плюс высокая температура, плюс застойные зоны у фланцев — и вот результат. 304-я не выдержала. Пришлось оперативно менять техпроцесс мойки у заказчика и для будущих поставок рассматривать альтернативы для наиболее уязвимых элементов.
Этот пример хорошо показывает разрыв между теорией и практикой. В каталогах и спецификациях пишут ?стойкость к коррозии?. Но в реальности система живая: в ней могут быть остатки моющих средств, колебания pH, блуждающие токи от другого оборудования. Просто указать в документации ?нержавейка 304? — недостаточно. Нужно либо глубоко погружаться в эксплуатационный контекст, либо заранее закладывать более высокий запас прочности. Мы после того случая усилили этап предпроектного опроса клиентов именно по химическому окружению оборудования.
Ещё один момент — обработка. Качество поверхности 304-й после полировки или травления сильно влияет на её стойкость. Шероховатая поверхность, микротрещины после механической обработки — это потенциальные очаги. Поэтому на нашем производстве контроль финишной обработки — обязательный этап. Нельзя просто выточить деталь и отправить в сборку. Нужно убедиться, что поверхностный слой не нарушен, пассивация проведена правильно. Иногда дефекты видны только под увеличением, но именно они становятся стартовой точкой для проблем.
Сварка: где кроется главная слабость
Если говорить о конструкциях, а не о простых фитингах, то сварка — это ахиллесова пята для 304-й стали. При неправильном режиме сварки в зоне термического влияния происходит выделение карбидов хрома. Это приводит к так называемой ?ножаемой? коррозии — материал теряет стойкость именно по границе шва. Выглядит это так: основной металл блестит, а вдоль сварного шва — ржавая полоса.
Борьба с этим идёт по двум направлениям: использование низкоуглеродистой марки 304L и строгий контроль технологии сварки. Мы на производстве для всех сварных конструкций, работающих в агрессивных средах, используем именно 304L. И сварочные процедуры прописаны жёстко: аргонодуговая сварка, контроль межпроходной температуры, последующая пассивация швов. Да, это дороже и дольше, но это исключает возвраты и гарантийные случаи. Как говорится, скупой платит дважды — особенно в случае с ремонтом паровой системы под давлением.
Интересное наблюдение: иногда заказчики просят сделать ?попроще и подешевле?, мол, сварка обычная электродом подойдёт. Приходится объяснять, что тогда сама идея использования нержавеющая сталь 304 теряет смысл. Шов станет слабым местом, и вся коррозионная стойкость сойдёт на нет. В таких случаях либо идём на встречу и предлагаем более дешёвый углеродистый вариант с защитным покрытием (но с чёткими ограничениями по сроку службы), либо отказываемся от заказа. Репутация дороже.
Взаимодействие с другими материалами
В паровой системе редко всё сделано из одной марки стали. Есть уплотнения, прокладки, элементы арматуры из других сплавов или полимеров. И здесь возникает гальваническая коррозия. 304-я, будучи более благородным материалом, может ускорять коррозию, скажем, углеродистой стали, если они находятся в прямом контакте в электролите (том же конденсате).
На практике это означает необходимость тщательного проектирования узлов соединения. Использование изолирующих прокладок, втулок, покрытий — обязательно. Мы в своих конструкциях, например, для фланцевых соединений с трубопроводами из чёрной стали всегда предусматриваем изоляционные комплекты. Это кажется мелочью, но без этого срок жизни сопрягаемого узла может сократиться в разы. Видел последствия такого пренебрежения на одной котельной: фланец из 304-й был как новый, а ответный фланец из обычной стали вокруг болтов превратился в труху.
Ещё один аспект — контакт с медью или медными сплавами. В некоторых теплообменных аппаратах такое соседство возможно. Здесь риски другие, но они есть. Важно не допускать прямого длительного контакта в условиях влажной среды. Проектировщики об этом знают, но при монтаже или последующем ремонте, когда меняют ?что есть под рукой?, часто забывают. Поэтому в инструкциях по монтажу и обслуживанию мы отдельным пунктом выделяем совместимость материалов и запрещаем произвольную замену.
Экономика выбора: не всегда 304 — это экономия
Цена — часто решающий фактор. 304-я дешевле, чем 316 или дуплексные стали. Но если считать полный жизненный цикл оборудования, картина может измениться. Замена вышедшего из строя узла в работающей паровой системе — это остановка производства, затраты на ремонт, возможные штрафы за срыв поставок пара. Стоимость самого металла в этой калькуляции — капля в море.
Поэтому наш подход в ООО Чэнду Чэн Ханг Энергосберегающее производство — не продавать просто металл или изделие из него. Мы продаём решение, которое должно работать долго и безотказно. Иногда это означает, что мы отговариваем клиента от 304-й в пользу более стойкой марки, даже если наш чек будет выше. Звучит некоммерчески, но это инвестиция в доверие. Клиент, который избежал аварии благодаря нашему совету, вернётся снова.
Есть и обратные ситуации. Для систем с чистым насыщенным паром, без агрессивных примесей и с стабильными параметрами, 304-я — идеальный и экономичный выбор. Переплачивать за 316-ю здесь не нужно. Задача профессионала — точно определить эту границу. Это приходит только с опытом, а часто и с анализом неудач, своих или коллег по отрасли. Я до сих пор учусь на каждом новом объекте.
В итоге, нержавеющая сталь 304 — это не ?волшебный? материал, а инструмент. Надёжный, проверенный, но требующий уважительного и грамотного обращения. Её успех в паровом хозяйстве зависит от триады: качество самого материала, корректность изготовления и точность применения под конкретные условия. Игнорирование любого из этих пунктов превращает преимущества нержавейки в её недостатки. Как и в любом деле, здесь важны детали, а дьявол, как известно, кроется именно в них.
Соответствующая продукция
Соответствующая продукция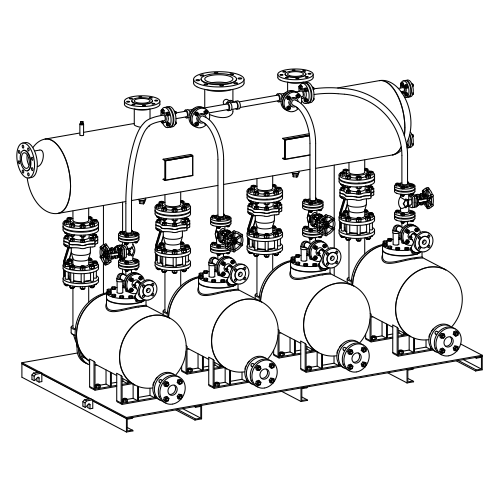




Самые продаваемые продукты
Самые продаваемые продукты-
 Рычажные поплавковые ловушки CHF32-700
Рычажные поплавковые ловушки CHF32-700 -
 CHD25-32 перевернутая бочкообразная ловушка
CHD25-32 перевернутая бочкообразная ловушка -
 CHD130-140 перевернутая бочкообразная ловушка
CHD130-140 перевернутая бочкообразная ловушка -
CHD50-22 перевернутая бочкообразная ловушка
-
 Рычажные поплавковые ловушки CHF25-25
Рычажные поплавковые ловушки CHF25-25 -
CHD25-10 перевернутая бочкообразная ловушка
-
 CHDW092 перевернутая бочкообразная ловушка
CHDW092 перевернутая бочкообразная ловушка -
CHDW191 перевернутая бочкообразная ловушка
-
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
 Мембранная коробчатая ловушка CHM16-07
Мембранная коробчатая ловушка CHM16-07 -
 Термостатические биметаллические ловушки CHS80-06
Термостатические биметаллические ловушки CHS80-06 -
 Ловушки свободный поплавок CHZF25-10
Ловушки свободный поплавок CHZF25-10