+86-15756243641







нержавеющая сталь 3
Когда слышишь 'нержавеющая сталь 3', первое, что приходит в голову неспециалисту — что-то прочное, 'третьего сорта' или, может, третьей категории. Вот тут и начинается путаница. В практике, особенно в нашем сегменте — производстве гидрофобного оборудования для паровых систем — под этим часто подразумевают AISI 304, а иногда и 321-ю, если речь о сварных конструкциях для агрессивных сред. Но цифра '3' — это скорее внутренний, почти жаргонный ориентир, отсылающий к определенному классу коррозионной стойкости и свариваемости, а не к конкретному ГОСТу или ISO. Многие заказчики ошибочно полагают, что это какая-то особая, суперстойкая марка, но на деле всё упирается в химический состав и, что критично, в технологию обработки.
Почему именно 'тройка'? Контекст применения
В нашем цеху 'нержавеющая сталь 3' — это чаще всего листы и трубы, которые идут на сборку сепараторов, конденсатоотводчиков, тех самых ключевых узлов для энергосберегающих паровых систем. Например, для гидрофобного оборудования, которое должно десятилетиями работать на насыщенном паре с примесями, выбор основы — вопрос не стоимости, а будущих рекламаций. Мы, в Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd., через это прошли: в ранних проектах пробовали экономить на материале, брали аналог 304, но с повышенным содержанием углерода. Результат — после сварки в зоне швов начиналась межкристаллитная коррозия, особенно в местах термоциклирования. Оборудование, конечно, работало, но срок службы сокращался в разы.
Поэтому сейчас под 'тройкой' мы однозначно понимаем сталь с низким углеродом (не более 0.08%), но с обязательным добавлением титана или ниобия для стабилизации — та же 321-я или 347-я по AISI. Это не прихоть, а необходимость, вытекающая из специфики работы паровых систем: постоянные перепады температур, контакт с конденсатом, который далеко не всегда является химически чистой водой. Если в паре есть даже следы хлоридов, а они почти всегда есть, нестабилизированная 'нержавейка' начнет трещать по швам буквально через пару лет.
Есть еще один нюанс — обработка поверхности. Для гидрофобных элементов, тех же поплавков в конденсатоотводчиках, важна не только стойкость, но и качество поверхности. Шероховатость, остаточное напряжение после механической обработки — всё это точки потенциального начала коррозии. Мы перешли на полировку электролитическим способом после механической обработки именно из-за проблем с одной партией нержавеющая сталь 3, которая, казалось бы, по сертификату была идеальна, но после фрезеровки на поверхности проявлялись микротрещины, невидимые глазу.
Сварка — где теория расходится с практикой
Вот здесь любой технолог вздохнет. Все учебники гласят: для нержавеющих сталей типа 321 используйте аргонодуговую сварку с присадкой ER321, строгий контроль тепловложения. В реальности, на монтаже у заказчика, условия далеки от идеальных. Помню случай на монтаже сепаратора на целлюлозно-бумажном комбинате: сварщики, привыкшие к черному металлу, варили нашу 'тройку' обычной электродуговой сваркой, покрытым электродом. Шов внешне получился красивый, но при первом же гидроиспытании по нему пошла сетка трещин. Причина — карбиды хрома выпали по границам зерен из-за перегрева и медленного охлаждения. Пришлось вырезать весь узел и везти назад в цех.
Поэтому сейчас в спецификациях ООО Чэнду Чэн Ханг Энергосберегающее производство мы не просто указываем марку стали, а прикладываем подробный технологический регламент по сварке, вплоть до требований к межпроходной температуре и методу зачистки шва после каждого прохода. Это не бюрократия, а выстраданная необходимость. Даже качественная нержавеющая сталь 3 может быть безнадежно испорчена некорректной термообработкой в процессе монтажа.
Еще один практический момент — контактная коррозия. Казалось бы, мелочь: крепеж. Ставили как-то оборудование на объекте, где монтажники использовали обычные стальные болты для крепления кронштейнов из нержавейки. В присутствии конденсата образовалась гальваническая пара, и за полгода в местах контакта появились глубокие раковины. Теперь все крепежные элементы, даже вспомогательные, идут в комплекте — только из нержавеющей стали, причем совместимого класса.
Контроль качества: не доверяй, проверяй
Сертификат от поставщика — это хорошо, но недостаточно. Мы внедрили обязательный входной контроль для каждой партии нержавеющая сталь 3. Самый простой и действенный тест — на магнитные свойства. Аустенитная нержавейка, к которой относится наша 'тройка', немагнитна. Если лист или пруток сильно магнитится — это верный признак нарушения структуры, например, из-за наклепа или неправильной термообработки на стане-изготовителе. Такой материал в производство не пускаем, как бы ни был выгоден ценник.
Более глубокий анализ — это выборочная проверка на спектрометре. Важно смотреть не только на основные элементы (хром, никель), но и на содержание титана. Для стали 321 соотношение Ti/C должно быть не менее 5. Бывало, привозят материал, где титана формально достаточно, но углерод на верхнем пределе. Это потенциальная проблема. Мы такой материал либо возвращаем, либо, если сроки горят, пускаем на менее ответственные узлы, не подверженные сильному нагреву.
И, конечно, тест на стойкость к межкристаллитной коррозии (МИК). Делаем вырезки-свидетели от каждой плавки, подвергаем их ускоренному испытанию по методу AMU (кипячение в растворе медного купороса и серной кислоты). Один раз это спасло нас от крупного брака: сертификаты были безупречны, а после испытания образец покрылся сеткой. Поставщик в итоге признал, что была нарушена технология охлаждения слитка.
Опыт неудач и выводы
Раньше казалось, что главное — это химический состав. Теперь ясно, что технологическая история материала не менее важна. Одна из самых дорогих ошибок была связана с использованием так называемой 'ремонтной' нержавеющая сталь 3 от малоизвестного поставщика. Материал шел на изготовление партии теплообменных элементов. После полугода эксплуатации в нескольких аппаратах начались сквозные свищи. Разборка показала — в структуре металла были неметаллические включения, свиль. Видимо, перерабатывали лом с плохой очисткой. С тех пор работаем только с проверенными металлургическими комбинатами, даже если цена на 15-20% выше.
Еще один урок — важность пассивации. После всех механических операций, особенно после сварки, поверхность стали теряет защитный оксидный слой. Если не проводить химическую пассивацию (обработку азотной кислотой), то в первые же месяцы работы появятся очаги ржавчины. Это не коррозия в полном объеме, но вид у оборудования становится непрезентабельный, а заказчик сразу начинает сомневаться в качестве всей системы. Теперь пассивация — обязательная финишная операция для всех наших изделий из нержавеющей стали.
В итоге, что такое 'нержавеющая сталь 3' в нашем понимании? Это не абстрактный термин, а комплексное требование: определенный химический состав (низкоуглеродистый, стабилизированный титаном), подтвержденная история производства, строгий протокол сварки и обработки, и, наконец, обязательный контроль на каждом этапе. Только так можно гарантировать, что гидрофобное оборудование для пара, которое мы проектируем и собираем в Chengdu Chenghang, отработает свой срок без проблем. И эта 'тройка' в названии — скорее напоминание о трех китах: стойкость, технологичность, проверка. Без любого из них вся конструкция рухнет.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Рычажные поплавковые ловушки CHF20-600
Рычажные поплавковые ловушки CHF20-600 -
 Ловушки свободный поплавок CHZF20-05
Ловушки свободный поплавок CHZF20-05 -
 Мембранная коробчатая ловушка CHM12-05
Мембранная коробчатая ловушка CHM12-05 -
 Термостатические биметаллические ловушки CHS50-06
Термостатические биметаллические ловушки CHS50-06 -
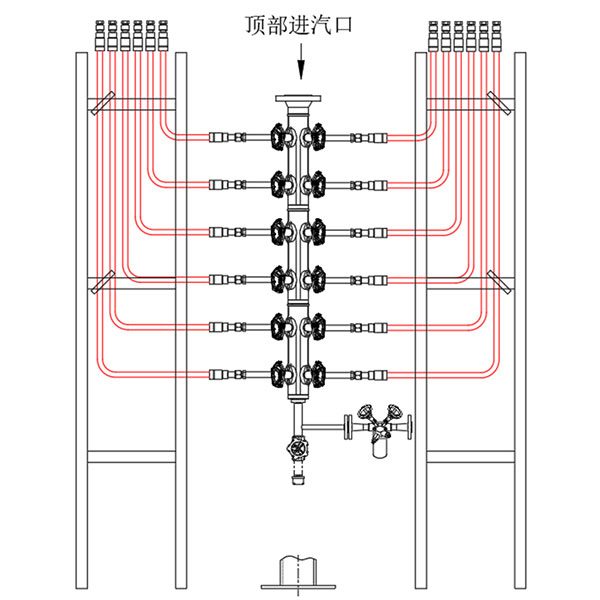 Встроенная система распределения пара
Встроенная система распределения пара -
 CHD25-22 перевернутая бочкообразная ловушка
CHD25-22 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS225-05
Термостатические биметаллические ловушки CHS225-05 -
 Рычажные поплавковые ловушки CHF20-200
Рычажные поплавковые ловушки CHF20-200 -
 Серия CHB-JZ1
Серия CHB-JZ1 -
 Ловушки свободный поплавок CHZF25-60
Ловушки свободный поплавок CHZF25-60 -
 CHDW092 перевернутая бочкообразная ловушка
CHDW092 перевернутая бочкообразная ловушка -
CHD25-32 перевернутая бочкообразная ловушка