+86-15756243641







нержавеющая сталь 20
Когда слышишь ?нержавеющая сталь 20?, первое, что приходит в голову — это, наверное, химический состав, марка по ГОСТу. Но в реальной работе с оборудованием для паросистем, особенно с гидрофобными узлами, цифры на бумаге и поведение металла в работе — это часто две большие разницы. Многие заказчики, да и некоторые проектировщики, думают, что главное — это сама марка, а потом удивляются, почему на отводах или в корпусах конденсатоотводчиков появляются точки, или почему сварной шов ведёт себя не так. Я сам долго считал, что если в спецификации стоит нержавеющая сталь 20, то остальное — дело техники. Пока не столкнулся с партией фланцев, которые по паспорту были идеальны, а на деле при циклических нагрузках в насыщенном паре дали микротрещины именно по зоне термического влияния после сварки. Вот тогда и начинаешь копать глубже.
Не просто цифра 20: о чём молчат сертификаты
Марка 20 — это конструкционная углеродистая сталь, и для многих применений в агрессивных средах её, конечно, недостаточно. Но в определённых участках паровых систем, где температура и давление стабильны, а конденсат не имеет агрессивных примесей, она может работать годами. Ключевое слово — ?может?. Потому что сертификат часто гарантирует только химический состав и предел прочности. А как ведёт себя материал при длительном контакте с перегретым паром температурой, скажем, 180-200°C? Как он реагирует на частые гидроудары, которые в теории не должны быть, но на практике — случаются? Вот это в паспорте не напишут.
Например, мы для Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. поставляли заготовки для корпусов некоторых типов термодинамических конденсатоотводчиков. В спецификации изначально была нержавеющая сталь 20. Но после испытаний на стенде с циклированием давления обнаружили, что в местах резкого изменения сечения (внутренние каналы) через несколько тысяч циклов появляются признаки усталости. Пришлось пересматривать не марку стали, а именно технологию изготовления этих каналов — переходить на другой метод обработки, который не создаёт внутренних напряжений. Сталь та же, а поведение изменилось кардинально. Это тот случай, когда опыт сборки и изготовления перевешивает просто выбор марки по каталогу.
Ещё один момент — это поставщики. Одна и та же марка стали от разных металлобаз или заводов-производителей может иметь разную историю. Была ли она правильно раскислена? Какая была отделка поверхности на выходе из прокатного стана? Иногда визуально лист или пруток вроде бы нормальный, но при плазменной или лазерной резке кромка получается с неоднородной структурой, что потом аукается при сварке. Мы сейчас для ответственных узлов, даже из стали 20, стараемся работать с проверенными поставщиками, которые дают не просто сертификат, а полную историю плавки. Это дороже, но дешевле, чем переделывать партию изделий.
Где она работает, а где — нет: практические границы применения
В продукции, которую разрабатывает и производит ООО Чэнду Чэн Ханг Энергосберегающее производство, например, в тех же сепараторах пара или регуляторах температуры, есть немало деталей, которые не контактируют напрямую с активным конденсатом или паром высокой агрессивности. Это могут быть опорные кронштейны, наружные кожухи, элементы крепления. Вот здесь нержавеющая сталь 20 — отличный и экономичный выбор. Она хорошо обрабатывается, сваривается, и если покрыта качественной термостойкой краской или другим покрытием для защиты от атмосферной коррозии, то служит десятилетиями.
Но стоит перенестись внутрь, в зону прямого прохода пара и конденсата, особенно если в системе возможны примеси (скажем, от неправильной водоподготовки в котельной), то сталь 20 — это риск. Я помню случай на одном пищевом предприятии: в системе был установлен теплообменник, где часть трубных решёток была из стали 20. Вроде бы всё по проекту. Но через полтора года в местах контакта с конденсатом, который иногда имел повышенную щёлочность из-за сбоев в химводоочистке, пошли локальные коррозионные поражения. Не сквозные, но достаточные для того, чтобы начать замену узла. Вывод прост: применение этой стали требует чёткого понимания химии процесса в КАЖДОЙ конкретной точке системы.
Поэтому сейчас в нашей практике, когда мы обсуждаем проекты с инженерами с сайта https://www.cdchenghang.ru, мы всегда задаём массу уточняющих вопросов: не просто ?какое давление и температура?, а ?какой состав питательной воды?, ?есть ли вероятность заноса химикатов из технологического процесса?, ?какая периодичность остановок и простоев системы?. От этих, казалось бы, мелочей и зависит решение — можно ли здесь использовать экономичную сталь 20 или сразу закладывать аустенитную нержавейку типа 12Х18Н10Т.
Сварка и обработка: где кроются главные проблемы
Если всё же решили использовать нержавеющую сталь 20 для ответственных деталей, то главный бич — это сварка. Материал сам по себе сваривается хорошо, но он очень чувствителен к скорости охлаждения шва. Быстрое охлаждение (например, на сквозняке в цеху или при сварке тонкой детали к массивной) приводит к образованию закалочных структур — мартенсита. А это — прямая дорога к трещинам, особенно под нагрузкой. Мы на своём опыте в цеху Chenghang пришли к обязательному предварительному подогреву деталей перед сваркой, даже если толщина невелика. И, конечно, к последующему медленному охлаждению под термочехлом. Это добавляет времени в цикл, но сводит брак по сварным соединениям практически к нулю.
Ещё один нюанс — механическая обработка. Сталь 20 — достаточно вязкая. При фрезеровке или сверлении, если неправильно подобраны режимы (скорость, подача, охлаждение), она не режется, а ?рвётся?, образуя наклёп и остаточные напряжения на поверхности. Потом эта поверхность, будучи установленной в агрегат, может стать очагом коррозии. Мы для критичных поверхностей, которые потом нельзя будет отполировать, после черновой обработки всегда делаем низкотемпературный отпуск для снятия напряжений. Да, это лишняя операция. Но когда видишь, как деталь, прошедшая такой цикл, годами работает без изменений, понимаешь, что оно того стоит.
И да, про контроль. Ультразвук или рентген для швов на стали 20 — это, может, и избыточно для всех изделий. Но мы для соединений, работающих под переменной нагрузкой (например, крепление крышки к корпусу сепаратора), внедрили обязательный контроль цветной дефектоскопией (капиллярный метод). Это недорого и быстро, но позволяет выявить мельчайшие несплошности, которые могут стать стартовой точкой для разрушения. Несколько раз это спасало от отгрузки потенциально проблемного узла.
Экономика против надёжности: вечный спор и компромиссы
Всё упирается в стоимость. Нержавеющая сталь 20 значительно дешевле аустенитных нержавеек. В масштабах производства, такого как у Chengdu Chenghang, где выпускаются сотни единиц оборудования в месяц, разница в цене материала на одну деталь, умноженная на количество, даёт огромную экономию. И эту экономию можно передать заказчику, оставаясь конкурентоспособным. Но здесь нельзя перегибать палку. Мы однажды попробовали в целях экономии заменить на сталь 20 деталь, которая в оригинальном проекте была из 09Г2С (низколегированная). Деталь работала в зоне умеренных температур, но с частыми вибрациями. Вроде бы всё просчитали по прочности — проходило. Но через год эксплуатации на объекте пришла рекламация: трещина по сварному шву. Причина — усталостная прочность стали 20 в условиях вибрации оказалась ниже, чем у легированной стали. Сэкономили копейки на материалах, потеряли на репутации и замене. Теперь у нас есть внутренний регламент: любую замену материала, даже на более дешёвый, должен утверждать главный технолог с проведением дополнительных расчётов на усталость, если есть циклические нагрузки.
С другой стороны, есть успешные примеры. В стандартных модульных паровых станциях, которые собираются по типовым проектам, многие неответственные элементы каркаса и обвязки успешно выполняются из стали 20. За годы эксплуатации — никаких нареканий. Главное — это чёткое зонирование в конструкции: вот здесь среда, здесь нагрузка, здесь — просто несущая функция. И это зонирование должно быть понятно не только конструктору, но и сборщику, и сварщику, чтобы случайно не поставить деталь не на своё место.
В итоге, мой взгляд такой: нержавеющая сталь 20 — это не ?второсортный? материал, а вполне рабочий инструмент в руках грамотного инженера и технолога. Её нельзя применять везде, но там, где её свойства достаточны, она позволяет создавать надёжное и при этом экономичное оборудование. Как в ассортименте https://www.cdchenghang.ru — есть модели, где ключевые детали из легированных сталей, а есть где из стали 20, и все они выполняют свою задачу, потому что изначально спроектированы под конкретные условия. Слепое следование спецификациям без понимания физики процесса — вот главный враг. А сталь 20 — просто один из вариантов в таблице выбора, со своими плюсами, минусами и, что самое важное, областью грамотного применения.
Вместо заключения: личный чек-лист при работе с маркой 20
Когда сейчас вижу в проекте эту марку, в голове автоматически запускается список вопросов. Первое — среда. Чистый пар? Возможен ли конденсат с отклонениями по pH? Второе — температурный режим. Постоянный или циклический? Резкие охлаждения? Третье — нагрузка. Статическая, динамическая, ударная? Есть ли вибрации от насосов? Четвёртое — возможность качественной защиты поверхности (окраска, пассивация) в данной конкретной сборке.
Если на первые три пункта ответы положительные для стали 20, то дальше идёт работа с цехом. Инструкция для сварщиков по предподогреву. Контроль режимов механической обработки. И обязательно — выборочный, но регулярный контроль готовых изделий не только на геометрию, но и на качество поверхности в зонах сварки и реза.
Это не панацея, но такой подход позволяет спать спокойно. Материал — это только часть уравнения. Вторая, не менее важная часть — это как ты с этим материалом работаешь. И вот этот ?как? и отличает просто изделие от надежного узла, который проработает весь свой срок без сюрпризов. Кстати, на последней партии конденсатоотводчиков для одного химического комбината, где как раз использовалась сталь 20 для корпусов (среда была чистая), после внедрения этого чек-листа процент претензий по корпусным деталям упал до нуля. Мелочи? Нет, это и есть та самая практика, которая не пишется в ГОСТах, но которая решает всё.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Мембранная коробчатая ловушка CHM16-07
Мембранная коробчатая ловушка CHM16-07 -
 Рычажные поплавковые ловушки CHF60-07
Рычажные поплавковые ловушки CHF60-07 -
 CHD20-70 перевернутая бочкообразная ловушка
CHD20-70 перевернутая бочкообразная ловушка -
 Ловушки свободный поплавок CHZF25-80
Ловушки свободный поплавок CHZF25-80 -
 Ловушки свободный поплавок CHZF25-10
Ловушки свободный поплавок CHZF25-10 -
 CHD110-35 перевернутая бочкообразная ловушка
CHD110-35 перевернутая бочкообразная ловушка -
 Рычажные поплавковые ловушки CHF21-10
Рычажные поплавковые ловушки CHF21-10 -
 Быстрый соединитель
Быстрый соединитель -
 Термостатические биметаллические ловушки CHS170-06
Термостатические биметаллические ловушки CHS170-06 -
 CHDW191 перевернутая бочкообразная ловушка
CHDW191 перевернутая бочкообразная ловушка -
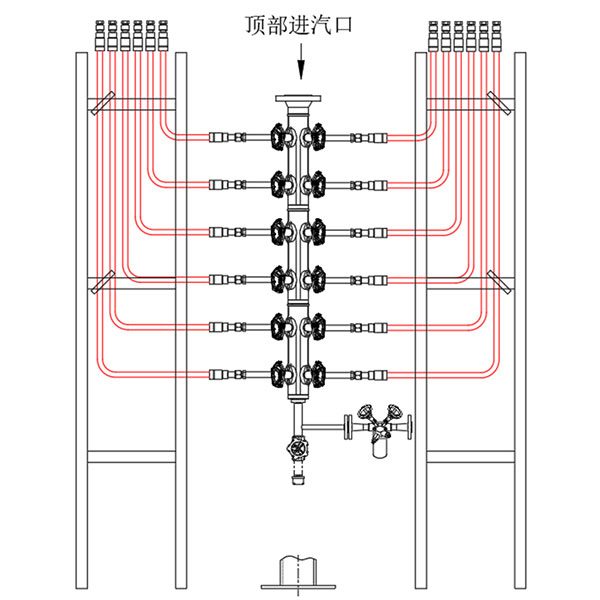 Встроенная система распределения пара
Встроенная система распределения пара -
 Термодинамические дисковые ловушки CHR65-07
Термодинамические дисковые ловушки CHR65-07