+86-15756243641







Нержавеющая сталь
Когда говорят ?нержавейка?, многие сразу представляют кухонные мойки или блестящие перила. В нашем же деле — в производстве гидрофобного оборудования для пароконденсатных систем — это вопрос надежности, долговечности и, в конечном счете, экономии. Ошибка думать, что любая ?нержавеющая сталь? подойдет. Я вот помню, как лет десять назад один проект чуть не провалился из-за этого заблуждения. Закупили трубы AISI 304 для теплообменника, а в системе оказался конденсат с высоким содержанием хлоридов. Через полгода — точечная коррозия. Дорогое удовольствие, переделывать все на ходу. С тех пор к выбору марки подходим с куда большим скепсисом.
Марка — это не просто цифра. AISI 304, 316, 316L — в чем реальная разница?
Вот смотрите. Все знают про 304-ю. Универсальная, относительно недорогая, для большинства сред подходит. Но ключевое слово — ?большинства?. В паровых системах, особенно там, где конденсат может возвращаться с примесями или где используется химическая мойка, ее стойкости может не хватить. Добавка молибдена в нержавеющую сталь AISI 316 — это не маркетинг, а необходимость. Молибден резко повышает сопротивление точечной коррозии именно в хлоридсодержащих средах. А буква ?L? в 316L — это низкоуглеродистая версия. Зачем? Чтобы минимизировать риск межкристаллитной коррозии при сварке. Если узел будет свариваться, а не просто собираться на фитингах, то L-версия — must have. Мы на производстве в Chengdu Chenghang для ответственных узлов, типа сепараторов или теплообменных блоков, используем именно 316L. Да, дороже. Но счет за замену вышедшего из строя узла через два года будет еще дороже.
А бывает и так, что и 316L мало. Для особо агрессивных сред, например, в химической или фармацевтической промышленности, смотрим в сторону дуплексных сталей типа 2205. У них структура другая, ферритно-аустенитная, прочность выше, и стойкость к коррозии под напряжением лучше. Но и цена, и сложность обработки — совсем другой уровень. Не каждый станок возьмет. Тут уже нужен индивидуальный расчет: стоит ли овчинка выделки. Часто оказывается, что правильная подготовка среды (деаэрация, поддержание pH) с использованием надежной AISI 316L дает тот же результат по долговечности, но дешевле.
И вот еще нюанс, о котором часто забывают поставщики. Важна не только химия стали, но и состояние поверхности. Шероховатость. Идеально полированная внутренняя поверхность трубы или отстойника — это не для красоты. На гладкой поверхности меньше шансов для образования отложений и начала локальных коррозионных процессов. При приемке материала мы всегда смотрим не только на сертификат, но и на внутреннюю поверхность образца под лупой. Бывало, отказывались от партии, где видели следы окалины или глубокие риски от волочения.
Сварка — где рождаются слабые места
Самое уязвимое место в любой конструкции из нержавеющей стали — сварной шов. Можно купить идеальную трубу, но испортить все на этапе сборки. Основная беда — ?обеднение хромом?. Если сварка ведется без защиты инертным газом (аргоном) или с его недостатком, по краям шва хром выгорает, связываясь с кислородом. Получается зона, которая теряет коррозионную стойкость. Она начинает ржаветь первой. Визуально шов может быть красивый, а проблема проявится через несколько месяцев работы.
Поэтому у нас в цехах Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. на сварку ?нержавейки? — особый контроль. Обязательная аргоновая защита с обеих сторон шва (основная и поддув), использование вольфрамовых электродов правильной марки. И после сварки — обязательная пассивация. Многие пренебрегают этим этапом, считая его ?косметическим?. А зря. Пассивация кислотным раствором (обычно на основе азотной кислоты) удаляет свободное железо с поверхности, которое могло попасть с инструмента, и восстанавливает защитный оксидный слой хрома именно в зоне термического влияния. Это критически важно. На нашем сайте cdchenghang.ru в разделе о производстве есть фото цеха, где видно это оборудование для пассивации — не для показухи, а рабочая необходимость.
И еще про сварку. Тепловые деформации. Нержавеющая сталь имеет высокий коэффициент теплового расширения. Если варить ?на живую?, без прихваток и правильной последовательности швов, конструкцию может повести. Особенно это касается крупногабаритных сепараторов или емкостей. Получается перекос, нарушается соосность фланцев. Потом при монтаже на объекте начинается мучение с подгонкой. Мы однажды получили такой котел от субподрядчика — перекошенный патрубок на 5 мм. Пришлось резать и переваривать на месте, в полевых условиях. С тех пор все критичные узлы собираем только сами, по своим техкартам.
Трапы, сепараторы, трубопроводы — где что работает
В гидрофобном оборудовании разные части работают в разных условиях. И материал, в идеале, должен подбираться под это. Возьмем, к примеру, термодинамические конденсатоотводчики. Там есть подвижный диск, который постоянно ?садится? на седло. Ударные нагрузки, трение, кавитация. Для диска и седла одной только коррозионной стойкости мало. Нужна еще износостойкость и твердость. Поэтому часто эти детали делают из закаленной нержавеющей стали или даже используют наплавку из более твердых сплавов. А корпус того же трапа, который в основном просто держит давление, может быть из 304-й. Но если через него проходит чистый пар для стерилизации, то опять же — 316L, чтобы исключить любой риск загрязнения ионы металлов.
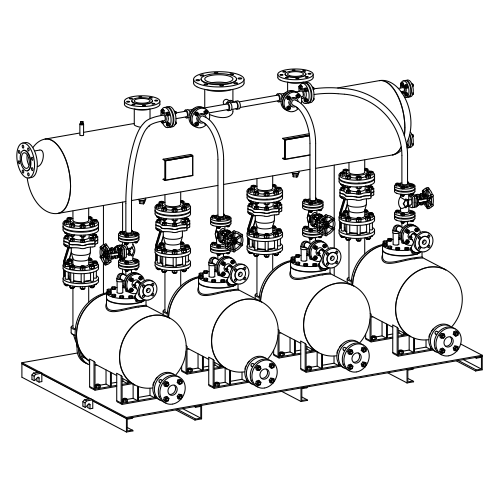
Сепараторы. Их задача — отделять капли конденсата и частицы от пара. Внутри — сложная система перегородок, сеток или циклонов. Скорость потока высокая, постоянное ударное воздействие капель. Плюс возможны термические удары, если система работает нестабильно. Тут важна не только сталь, но и конструктивная прочность сварных швов. Мы для своих сепараторов, которые производит наша компания ООО Чэнду Чэн Ханг Энергосберегающее производство, используем листовой прокат 316L с толщиной с запасом, а все внутренние элементы крепим не только сваркой, но и на опорных стойках, чтобы снять вибрационную нагрузку со швов. Мелочь? Нет. Именно такие мелочи определяют, проработает ли аппарат 15 лет или начнет течь через пять.
С трубопроводами возврата конденсата история отдельная. Там среда, казалось бы, неагрессивная — горячая вода. Но это рассадник для кислородной коррозии, если система негерметична. И плюс — эрозия. Поток конденсата на высокой скорости может за несколько лет ?протереть? стенку трубы, особенно на поворотах. Поэтому для магистралей возврата мы часто рекомендуем не просто бесшовную трубу из AISI 304, а с чуть большей толщиной стенки, чем требуется по давлению. Этот запас — на эрозию. Экономия в пару долларов на метре трубы потом оборачивается аварией и остановкой производства.
Контроль и приемка: доверяй, но проверяй
Никогда не стоит слепо доверять сертификатам, даже самым красивым. У нас был случай: пришла партия труб с бирками 316. Все в порядке. Но при выборочном спектральном анализе (у нас есть портативный анализатор) на одной из труб показало низкое содержание молибдена. Оказалось, поставщик, что называется, ?смешал? остатки 304-й в партию. Если бы пустили в производство, мог бы возникнуть очаг коррозии в самом неожиданном месте. С тех пор выборочный анализ критичных партий — обязательная процедура. Особенно для сырья, которое идет на изготовление фирменных сепараторов и теплообменников под нашим брендом.
Визуальный и измерительный контроль — тоже не формальность. Проверяем геометрию (овальность труб, плоскостность фланцев), состояние поверхности. Ищем царапины, вмятины, следы коррозии уже на этапе входного контроля. Дефект, который можно отбраковать на складе, в сто раз дешевле, чем дефект, обнаруженный после сборки и испытаний готового изделия. Эта философия контроля заложена в нашем производственном процессе, о чем мы кратко упоминаем в описании компании на cdchenghang.ru — ?совершенные средства тестирования? это не просто слова, это ежедневная практика.
И последний рубеж — испытания готового изделия. Гидроиспытания под давлением в 1.5 раза выше рабочего — это стандарт. Но мы иногда идем дальше. Для опытных образцов или для заказа в особо ответственные системы можем проводить циклические термоударные испытания: быстрый нагрев, резкое охлаждение. Это стресс-тест, который выявляет слабые места в конструкции и в качестве сварных швов. Бывало, что после такого цикла проявлялись микротрещины, невидимые при обычном осмотре. Лучше найти это у себя в цеху, чем у заказчика на объекте.
Мысли вслух о будущем и ?умных? системах
Сейчас много говорят про ?умные? пароконденсатные системы, с датчиками, IoT и предиктивной аналитикой. Это, безусловно, будущее. Но какое отношение это имеет к нержавеющей стали? Самое прямое. Любой датчик коррозии или толщинометр, встроенный в систему, будет отслеживать состояние именно материала стенки. Надежность этих данных напрямую зависит от однородности и предсказуемости свойств самой стали. Если в системе стоит сплав с нестабильными свойствами, никакая аналитика не поможет предсказать отказ.
Другое направление — это развитие покрытий и обработок поверхности. Например, электрополировка, которая не только дает зеркальный блеск, но и реально улучшает коррозионную стойкость, удаляя микровыступы и обогащая поверхностный слой хромом. Или ионная имплантация азота для повышения поверхностной твердости деталей, подверженных износу. Это уже не массовое, а штучное решение для критичных узлов. Мы пока применяем такие технологии выборочно, для спецзаказов, но следим за развитием. Возможно, через пару лет это станет более доступным стандартом для ответственного оборудования, которое проектирует и собирает наше производственное объединение.
В итоге, что хочется сказать? Нержавеющая сталь — это не волшебный материал, который решает все проблемы сам по себе. Это инструмент. И как любой инструмент, его нужно правильно выбрать, правильно обработать и правильно применить. Ошибка на любом из этих этапов сводит на нет все ее преимущества. Опыт, накопленный за годы работы, в том числе и на нашем производстве в Chengdu Chenghang, учит смотреть на нее не как на абстрактную ?нержавейку?, а как на конкретную марку, с конкретной историей обработки, которая должна идеально соответствовать конкретной задаче в паровой системе. Иначе это просто дорогая блестящая железка.
Соответствующая продукция
Соответствующая продукция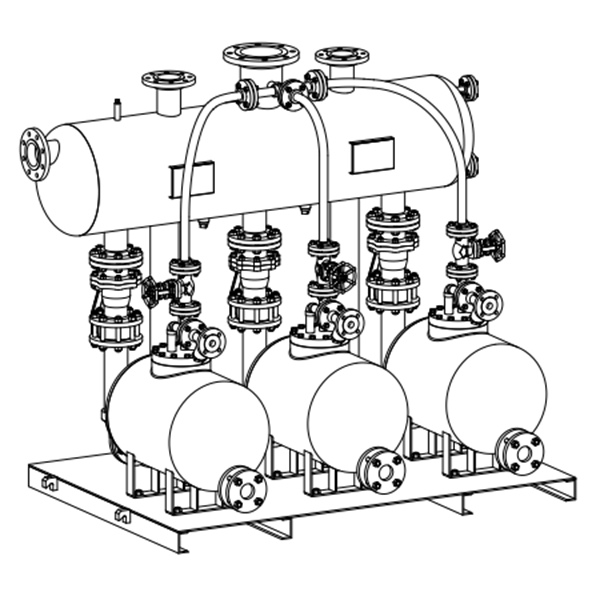





Самые продаваемые продукты
Самые продаваемые продукты-
 Термостатические биметаллические ловушки CHS16-09
Термостатические биметаллические ловушки CHS16-09 -
 Быстрый соединитель
Быстрый соединитель -
 CHDW191 перевернутая бочкообразная ловушка
CHDW191 перевернутая бочкообразная ловушка -
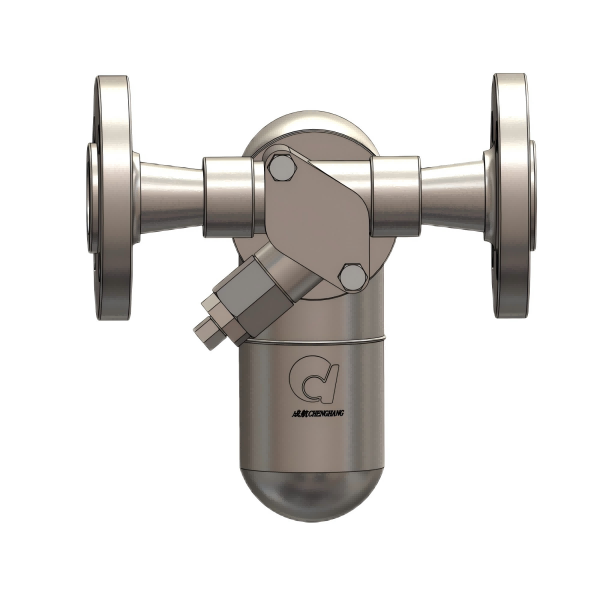
 Мембранная коробчатая ловушка CHM12-05
Мембранная коробчатая ловушка CHM12-05 -
 Серия CHB-JZ4
Серия CHB-JZ4 -
 CHDFZ191 перевернутая бочкообразная ловушка
CHDFZ191 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS80-06
Термостатические биметаллические ловушки CHS80-06 -
 CHD65-95 перевернутая бочкообразная ловушка
CHD65-95 перевернутая бочкообразная ловушка -
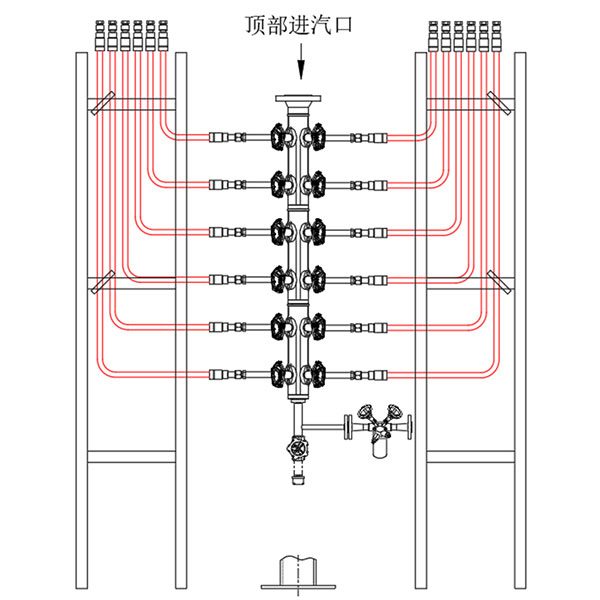
 Трассировка пара – сборные трассировочные трубы
Трассировка пара – сборные трассировочные трубы -
CHD110-35 перевернутая бочкообразная ловушка
-
 Термостатические биметаллические ловушки CHS16-06
Термостатические биметаллические ловушки CHS16-06 -
 CHD25-22 перевернутая бочкообразная ловушка
CHD25-22 перевернутая бочкообразная ловушка