+86-15756243641







насос действующий паровой
Когда говорят ?насос действующий паровой?, многие сразу представляют себе что-то архаичное, громоздкое, из прошлого века. Это первое и, пожалуй, самое распространённое заблуждение. На деле, если речь идёт о современных системах, особенно в энергосберегающем контуре, это сложный узел, от которого зависит не просто ?перекачка?, а вся эффективность и безопасность. Сам сталкивался с ситуациями, когда на объекте относились к паровому насосу как к простой ?помпе?, а потом месяцами разгребали последствия по подпитке котла или по конденсату. Тут важно с самого начала уйти от упрощений.
Что на самом деле скрывается за термином
В профессиональной среде под ?действующим? чаще всего подразумевают насос, который интегрирован в работающую систему здесь и сейчас, а не тот, что стоит на складе или на стенде. Его состояние – это производная от сотни параметров: от качества пара на входе и температуры конденсата до настроек регулирующей арматуры. Частая ошибка – оценивать только по паспортным данным напора и подачи. Паспорт – это хорошо, но как он ведёт себя при пульсациях давления в сети? Как реагирует на заброс температуры? Вот это уже вопросы к опыту.
Возьмём, к примеру, сферу, в которой работает компания Chengdu Chenghang. Их профиль – гидрофобное оборудование для паровых систем. Когда изучал их подход, обратил внимание на одну деталь: они не продают насос как отдельный агрегат, а всегда смотрят на его место в схеме. Это ключевой момент. Можно поставить самый надёжный паровой насос, но если перед ним не решены вопросы подготовки пара (каплеунос, перегрев), то ресурс упадёт в разы. У них на сайте, https://www.cdchenghang.ru, это не всегда явно прописано, но в технической документации видна эта системность.
Поэтому для меня ?действующий? – это ещё и ?жизнеспособный в конкретных условиях?. На одном из комбинатов по переработке древесины был случай: поставили стандартный насос для возврата конденсата, а он начал кавитировать через две недели. Оказалось, в конденсате была взвесь мелких волокон и химикатов, на которую обычные уплотнения и клапаны не рассчитаны. Пришлось пересматривать весь узел, включая фильтрацию. Это к вопросу о том, что теория и каталоги – одно, а реальная среда работы – совсем другое.
Типичные проблемы и где искать их корень
Большинство отказов, с которыми приходилось иметь дело, редко связаны с внезапной поломкой ?железа?. Чаще это цепь событий. Допустим, падает производительность. Первое, что проверяют – электродвигатель, затем рабочее колесо. Но в случае с паровым насосом, особенно в системе с возвратом конденсата, нужно смотреть гораздо раньше: а что с давлением в паровой магистрали? Не упало ли оно? Не появился ли избыточный перегрев пара, который меняет условия всасывания?
Ещё один бич – гидроудары. Многие проектировщики, особенно те, кто привык к водяным системам, недооценивают эту угрозу в паровых контурах. А ведь конденсат, который не успел отвестись, – это и есть потенциальная пробка для удара. Здесь как раз критически важна роль гидрофобного оборудования, того самого, на котором специализируется Chengdu Chenghang Energy-saving Equipment Manufacturing. Их решения по сепарации и дренажу часто оказываются тем самым недостающим звеном, которое превращает просто насос в стабильно действующий паровой узел.
Из личного архива: на пищевом производстве постоянно были проблемы с частым срабатыванием защит на насосной станции. Местные механики меняли датчики, проверяли электрику. Когда удалось посмотреть на процесс в целом, выяснилось, что технологи периодически резко увеличивали отбор пара на технологические линии, создавая разрежение в общей магистрали. Насос, рассчитанный на стабильное давление на входе, просто ?захватывал? воздух. Решение было не в замене насоса, а в установке дополнительного регулятора и буферной ёмкости. После этого агрегат заработал как часы.
Выбор и интеграция: на что смотреть кроме цены
Когда подбираешь оборудование, соблазн сэкономить велик. Но с паровыми системами это почти всегда выходит боком. Дешёвый насос может иметь неподходящий материал корпуса (скажем, чугун вместо ковкого чугуна или стали для определённых параметров пара), менее стойкие уплотнения или конструкцию, чувствительную к перепадам. ООО Чэнду Чэн Ханг Энергосберегающее производство, как производитель с полным циклом, здесь выигрывает за счёт контроля над процессом. Видно, что они сами проектируют и испытывают. Это не гарантия от всех бед, но серьёзный плюс.
Важный момент – сервис и наличие расчётных данных под нестандартные условия. Стандартные модели из каталога – это хорошо, но жизнь богаче. Например, нужен насос для работы с паром, насыщенным определёнными реагентами (допустим, в химической промывке). Универсальные решения могут не подойти. В этом случае ценен диалог с инженерами производителя, которые могут предложить модификацию – другую марку стали, особое покрытие, изменённую конструкцию камеры. Насколько я знаю, именно на такой комплексный подход, объединяющий разработку, проектирование и производство, и делает ставку компания из Чэнду.
При интеграции часто забывают про ?мелочи?: правильно смонтированные опоры, компенсаторы температурных расширений, доступ для обслуживания. Видел объекты, где к насосу буквально не подступиться – все трубы смонтированы впритык. Любая проверка сальников или замена прокладки превращается в многочасовой квест. Это вопрос не к производителю насоса, а к монтажникам, но в итоге страдает репутация оборудования: ?сложный в обслуживании?. Хороший производитель должен это понимать и давать чёткие рекомендации по обвязке и размещению в своих чертежах.
Энергосбережение: не просто модное слово
Сегодня любое оборудование оценивают через призму эффективности. С паровыми насосами это особенно актуально, так как они – часть большой энергетической системы. Самый простой путь к экономии – обеспечить его стабильную, расчётную работу, без перегрузок и простоев. Но есть и более тонкие моменты.
Например, использование тепла конденсата. Современные системы с интеллектуальным управлением могут оптимизировать работу нескольких насосов, минимизируя потери. Тот же акцент на гидрофобное оборудование, который делает Chengdu Chenghang, – это по сути борьба за сухой пар. А сухой пар – это и высокая теплопередача, и снижение эрозии трубопроводов, и, как следствие, меньшая нагрузка на насосы, перекачивающие конденсат. Получается замкнутый круг эффективности.
Был у меня показательный опыт на небольшой котельной. После реконструкции и установки новых сепараторов и конденсатоотводчиков (не их производства, кстати) нагрузка на главный циркуляционный паровой насос упала примерно на 15%. А всё потому, что в систему вернулось меньше ?мокрого? пара и несвязанного конденсата, насос перестал работать в режиме постоянных микро-гидроударов. Экономия на электроэнергии для привода насоса окупила часть затрат на модернизацию за пару лет. Вот она, прямая связь.
Вместо заключения: мысли вслух
Так что, возвращаясь к началу. ?Насос действующий паровой? – это не название музейного экспоната. Это динамичный, сложный элемент, здоровье которого зависит от десятков факторов вокруг. Его нельзя просто ?включить и забыть?. Требуется понимание процесса в целом.
Работа с производителями, которые мыслят системно, как та же Chengdu Chenghang, облегчает жизнь. Потому что они, судя по всему, решают не задачу ?продать агрегат?, а задачу ?вписать свой узел в работающую систему так, чтобы она стала надёжнее и эффективнее?. Это чувствуется и в их подходе к производству, и в наличии собственных испытательных стендов – не для галочки, а для проверки в условиях, близких к реальным.
В конечном счёте, успех на объекте определяется вниманием к деталям. К тем самым деталям, которые не всегда видны в каталоге: к качеству пара, к схеме обвязки, к режиму работы технологических линий. И насос здесь – главный индикатор. Если он работает ровно, без перегрузок и частых остановок, значит, и вся паровая система, скорее всего, в порядке. А если нет – то начинать диагностику нужно именно с него, но смотреть при этом далеко за его пределы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
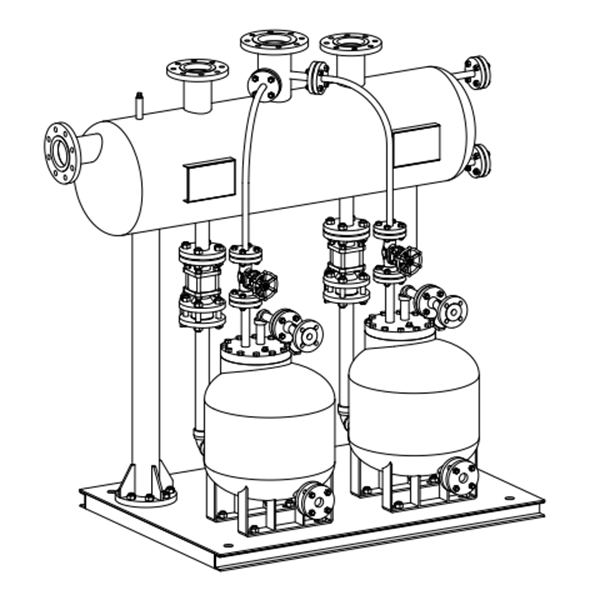
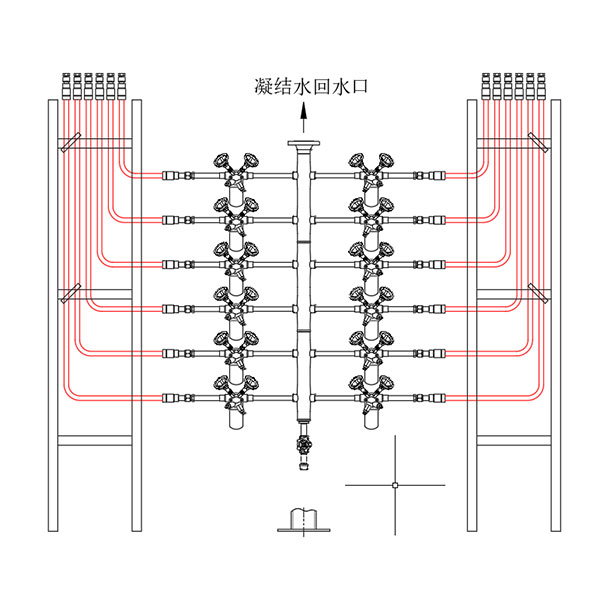
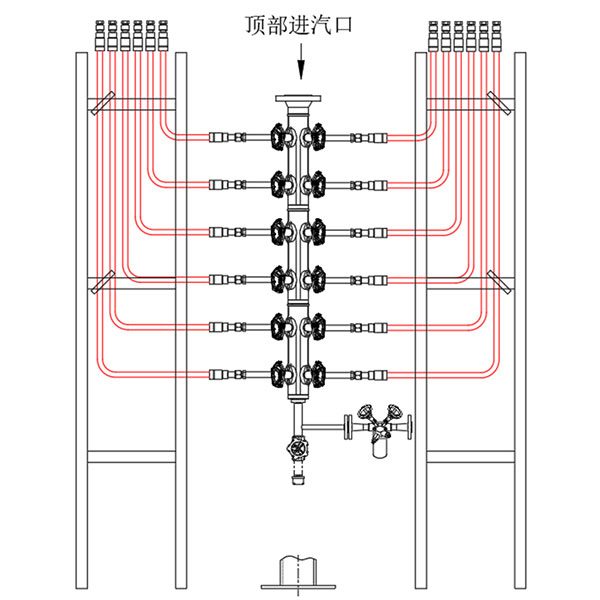 Встроенная система распределения пара
Встроенная система распределения пара -
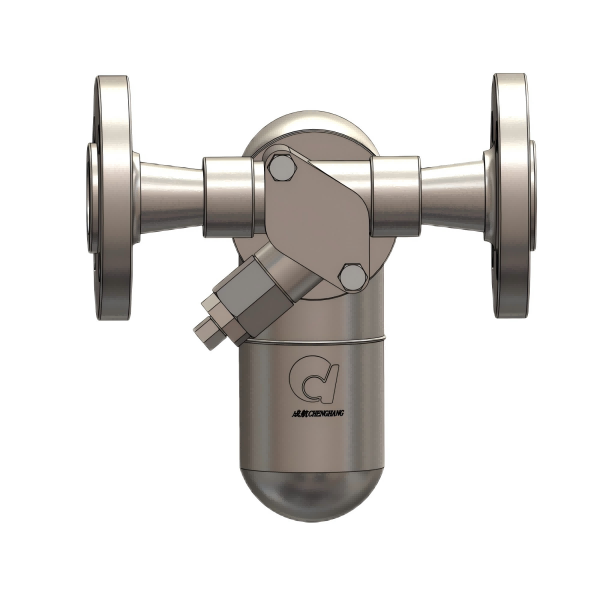
 CHD25-10 перевернутая бочкообразная ловушка
CHD25-10 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS80-06
Термостатические биметаллические ловушки CHS80-06 -
 Быстрый соединитель
Быстрый соединитель -
 CHD50-22 перевернутая бочкообразная ловушка
CHD50-22 перевернутая бочкообразная ловушка -
 Мембранная коробчатая ловушка CHM16-07
Мембранная коробчатая ловушка CHM16-07 -
 Рычажные поплавковые ловушки CHF20-200
Рычажные поплавковые ловушки CHF20-200 -
CHD25-05 перевернутая бочкообразная ловушка
-
 Ловушки свободный поплавок CHZF25-60
Ловушки свободный поплавок CHZF25-60 -
 Оболочка из ПВХ
Оболочка из ПВХ -
 Рычажные поплавковые ловушки CHF60-07
Рычажные поплавковые ловушки CHF60-07 -
 Рычажные поплавковые ловушки CHF32-700
Рычажные поплавковые ловушки CHF32-700