+86-15756243641







механический насос низкого давления
Когда говорят ?механический насос низкого давления?, многие сразу представляют себе простенький агрегат для перекачки воды из подвала. На деле же, особенно в паровых и теплофикационных контурах, это ключевой узел, от которого зависит не просто наличие потока, а стабильность всей системы. Ошибка в подборе или монтаже — и получаешь не решение проблемы, а головную боль в виде кавитации, шума и постоянных ремонтов.
Где кроется подвох? Опыт vs. теория
В учебниках всё гладко: параметры, формулы, КПД. На практике же, скажем, при интеграции насоса в старую систему возврата конденсата, теория часто летит в трубу. Помню случай на одном из предприятий пищепрома: поставили насос, вроде бы по паспорту всё сходилось — и производительность, и напор. А он через неделю начал выть, как сирена, а потом и вовсе ?схлопался?. Оказалось, забыли про температуру конденсата и остаточный пар, хотя в спецификациях это было прописано мелким шрифтом. Насос был рассчитан на 90°C, а на входе периодически давало под 105°C. Вот тебе и ?низкое давление?.
Отсюда вывод, который теперь для меня аксиома: для паровых систем механический насос низкого давления — это в первую очередь устройство для работы с горячими средами. И его механическая часть — будь то турбина или рабочие колеса — должна быть рассчитана не только на давление, скажем, до 6 бар, но и на тепловые удары. Многие производители грешат тем, что делают упор на коррозионную стойкость (что важно), но ?забывают? о материале уплотнений и зазорах на тепловое расширение. В итоге насос либо клинит, либо начинает подтекать при первом же серьезном прогреве.
Еще один нюанс — зависимость от электричества. Чисто механические модели, приводимые в действие паром или потоком самой жидкости, — это палочка-выручалочка для участков, где с энергоснабжением нестабильно. Но их настройка — это высший пилотаж. Регулировка пропускной способности, синхронизация с клапанами... Тут без опыта не обойтись. Можно, конечно, поставить обычный центробежный насос с частотником, но это уже другая история, другие затраты и риски.
Кейс: интеграция в систему с паровыми котлами
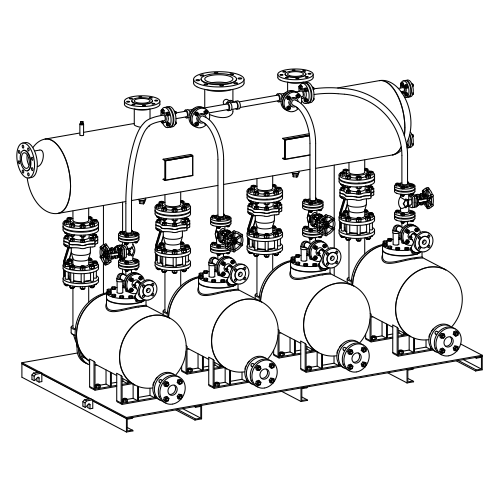
Расскажу на примере, с которым работали не так давно. Задача была модернизировать систему возврата конденсата на производстве с тремя паровыми котлами. Старые насосы, откровенно говоря, дышали на ладан, КПД был ниже плинтуса. Нужен был агрегат, способный работать в условиях переменной нагрузки — когда один котел в режиме ожидания, два работают на полную, а потом резко включается третий.
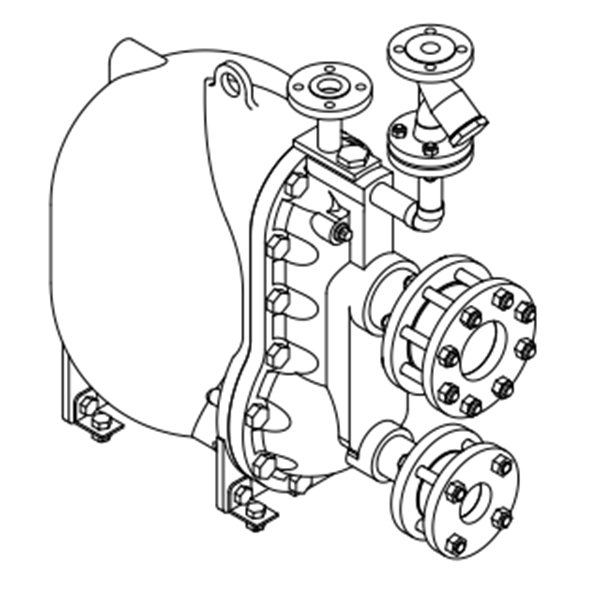
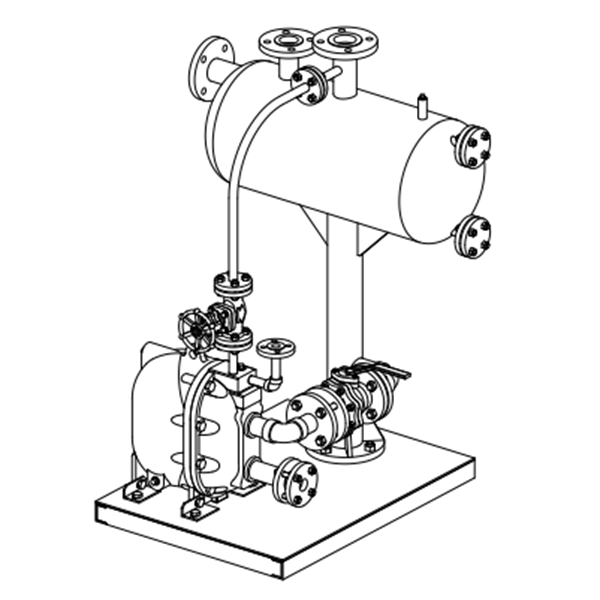
После анализа нескольких вариантов остановились на решении от Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd.. Конкретно их модель для возврата конденсата. Почему? Не потому что реклама, а потому что в конструкции увидел несколько здравых инженерных решений. Во-первых, у них был встроенный байпасный клапан с действительно плавной регулировкой, а не шаговой. Это критично для предотвращения гидроударов при резком изменении расхода пара. Во-вторых, корпус и рабочее колесо были выполнены из материала, который, судя по спецификациям и отзывам с других объектов, нормально держал длительный контакт с горячим конденсатом без деформаций.
Сама установка и обвязка — это отдельная эпопея. Пришлось пересматривать схему всасывающего трубопровода, чтобы минимизировать потери на трение. Важный момент, о котором часто забывают: длина прямого участка на входе в механический насос низкого давления. Если её недостаточно, возникают завихрения, которые убивают и производительность, и сам агрегат. Тут пригодился их сайт https://www.cdchenghang.ru, где в технической библиотеке нашел неплохие схемы обвязки для разных типов систем. Не реклама, а констатация — информация была прикладная, не маркетинговая вода.
Результат? После наладки и недели наблюдений система вышла на стабильный режим. Упал расход топлива на котлах — конденсат возвращался стабильно и с нужной температурой. Сам насос работал тихо, без вибраций. Но был и косяк, который вылез позже: штатные манометры на насосе оказались не очень удачного расположения — считывать показания было неудобно. Пришлось ставить дополнительные. Мелочь, но в работе раздражает.
Про обслуживание и типичные ошибки монтажа
Если думаете, что поставил и забыл — это не про этот тип оборудования. Механика требует внимания. Самый простой и самый частый промах — отсутствие фильтра грубой очистки на всасывающей линии. Кажется, конденсат-то чистый. Ан нет, окалина, песок, мелкий мусор из старых труб — всё это попадает в рабочую камеру. За полгода может сточить лопатки или заклинить обратный клапан. Ставим фильтр-грязевик. Обязательно. И не забываем его чистить по регламенту, а не когда насос уже начал ?кашлять?.
Вторая ошибка — неправильная обвязка байпасной линии. Её часто делают ?для галочки?, ставят шаровый кран и всё. А нужно, чтобы это была именно регулируемая линия с возможностью тонкой настройки расхода. Иначе балансировка системы превращается в мучение. Приходится на месте, методом тыка, подбирать положение задвижек, слушая, не пошел ли где-то свист или стук.
Смазка. Казалось бы, что тут сложного? Но для подшипниковых узлов в насосах, работающих в горячих цехах, нужна тугоплавкая смазка. Обычная Литол-24 просто потечет при высоких ambient-температурах. Раз в полгода-год проверяем, дозаправляем. Это продлевает жизнь агрегату на годы. В документации к оборудованию от ООО Чэнду Чэн Ханг Энергосберегающее производство на это четко указано, но кто читает мануалы до конца? Чаще уже когда что-то случилось.
Мысли о выборе поставщика и качестве
Рынок завален предложениями. Откровенный ширпотреб из непонятных сплавов и нормальные, сбалансированные машины. Как отличить? Для себя выработал правило: всегда запрашивать не просто красивый каталог, а отчеты об испытаниях на стенде. Желательно, видео. Смотреть, как ведет себя насос при скачках давления на входе, как срабатывает защита от ?сухого хода? (если она есть в механическом исполнении).
Компании, которые занимаются комплексными решениями для паровых систем, как та же Chengdu Chenghang, обычно более адекватны в диалоге. Они понимают, что насос — это часть системы, а не отдельная игрушка. Их техподдержка, по моему опыту, могла проконсультировать по обвязке и совместимости с другими элементами (ловушками, сепараторами). Это ценно. Потому что когда ты один на объекте, а что-то пошло не так, звонок толковому инженеру с завода-изготовителя может спасти проект.
Качество изготовления. Первое, на что смотрю при распаковке — качество литья корпуса и обработки фланцев. Заусенцы, раковины, неровности — сразу красный флаг. Потом — комплектация. Все ли ключи, прокладки, крепеж по спецификации? Бывало, что приезжаешь на объект, а шпильки для фланцев к насосу не подходят по длине. Мелочь, а день потерян.
Вместо заключения: это не расходник, это инвестиция
Подводя черту, хочу сказать, что отношение к механическому насосу низкого давления как к простой ?помпе? — это в корне неверно. В энергоэффективной системе, особенно с рекуперацией тепла конденсата, это один из главных элементов, влияющих на КПД. Его неустойчивая работа сводит на нет всю экономию от дорогих котлов и идеальной теплоизоляции.
Выбор, монтаж и наладка такого оборудования — это область, где скупой платит дважды, а то и трижды. Лучше один раз потратить время на изучение спецификаций, запросить данные испытаний, правильно спроектировать обвязку и потратиться на качественный агрегат от проверенного производителя, который специализируется именно на теплоэнергетике. Чем потом месяцами латать систему, терять деньги на простоях и перерасходе топлива. Работа с паром — она не прощает невнимательности к деталям. А насос — как раз одна из таких ключевых деталей.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Рычажные поплавковые ловушки CHF20-200
Рычажные поплавковые ловушки CHF20-200 -
 Термостатические биметаллические ловушки CHS16-06
Термостатические биметаллические ловушки CHS16-06 -
 CHD25-10 перевернутая бочкообразная ловушка
CHD25-10 перевернутая бочкообразная ловушка -
 Ловушка двойного действия CHBS-02
Ловушка двойного действия CHBS-02 -
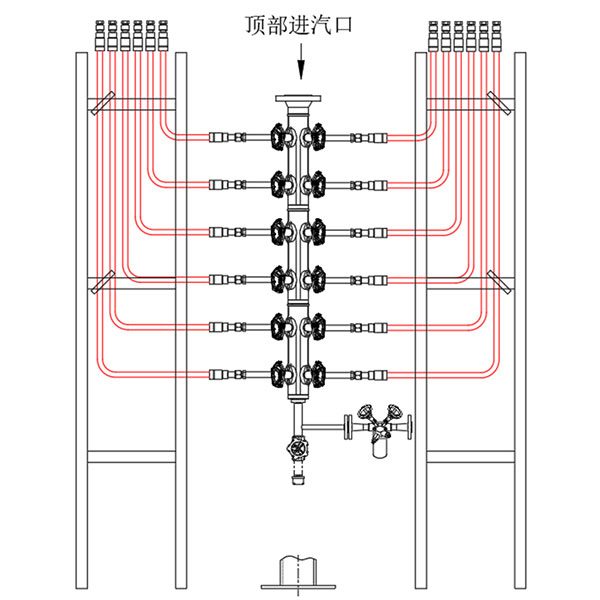 Встроенная система распределения пара
Встроенная система распределения пара -
 Серия CHB-JZ1
Серия CHB-JZ1 -
 CHD110-35 перевернутая бочкообразная ловушка
CHD110-35 перевернутая бочкообразная ловушка -
CHD25-22 перевернутая бочкообразная ловушка
-
CHD65-95 перевернутая бочкообразная ловушка
-
 Утепляющая одежда
Утепляющая одежда -
 Ловушки свободный поплавок CHZF25-10
Ловушки свободный поплавок CHZF25-10 -
 Термодинамические дисковые ловушки CHR20-04
Термодинамические дисковые ловушки CHR20-04