+86-15756243641







механический насос для перекачки
Когда говорят 'механический насос для перекачки', многие представляют просто агрегат, который качает жидкость из точки А в точку Б. Но в реальности, особенно в паровых системах, это сердце, от которого зависит не только эффективность, но и безопасность всего контура. Частая ошибка — выбирать насос только по каталогу, глядя на цифры подачи и напора, не вникая в то, что именно он будет перекачивать и в каких условиях. Сразу скажу: если речь идёт о конденсате, о горячей воде после паровых теплообменников, то стандартный центробежный насос, даже мощный, может оказаться бесполезным или быстро выйти из строя. Тут нужен особый подход, и именно на этом специализируется, например, Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. — их сайт https://www.cdchenghang.ru я иногда просматриваю для профессионального интереса. Компания позиционирует себя как производитель гидрофобного оборудования для паровых систем, и это ключевое слово — 'гидрофобное'. В их случае это не маркетинг, а суть: оборудование должно работать с горячими средами, часто с кавитацией, и при этом сохранять работоспособность годами.
Почему 'механический' — это не примитивный
В нашем цеху долгое время стояли обычные консольные насосы для перекачки конденсата. В теории всё сходилось: температура в пределах паспортных значений, давление тоже. Но на практике — постоянные проблемы с сальниковыми уплотнениями, перегрев подшипников, а главное — дикий шум и вибрация при работе на частичных нагрузках. Механики меняли сальники раз в два месяца, это стало рутиной. Пока один из поставщиков не намекнул: 'Вы же не воду качаете, у вас там пароконденсатная смесь, да ещё с возможным перегревом'. Вот тут и пришло понимание, что механический насос для перекачки в таких условиях — это не просто корпус и колесо. Это расчёт на работу с жидкостью, близкой к точке кипения, когда малейшее падение давления на всасе приводит к вскипанию и кавитации. Кавитация съедает лопасти за сезон.
Мы тогда начали копать глубже, смотреть на конструкции. Оказалось, что для таких задач есть насосы с повышенным кавитационным запасом, часто с двустенным корпусом или системой принудительного охлаждения подшипникового узла. Упор делается на материалы: для корпуса — чугун с шаровидным графитом, для рабочего колеса — нержавеющая сталь с повышенным содержанием хрома. Это не просто 'нержавейка', а конкретные марки, устойчивые к эрозии. В описаниях оборудования на том же cdchenghang.ru я обратил внимание, что они прямо указывают материалы для каждого типоразмера насоса. Это важная деталь, которая говорит о серьёзном подходе. Не 'корпус — чугун', а 'корпус — чугун марки GGG-40'. Разница огромная.
Попробовали поставить насос с такими характеристиками — не их марки, аналог. Шум уменьшился, но проблема с сальниками осталась. Потом уже, общаясь с инженером, узнал про важность системы уплотнений. Для перекачки горячего конденсата (выше 90°C) сальниковое уплотнение — это постоянная подтяжка и протечки. Нужен торцевой уплотнитель, причём двойной, с барьерной жидкостью. А ещё лучше — магнитная муфта, чтобы вообще убрать вращающееся уплотнение. Но это уже дорого, и не всегда оправдано для небольших расходов. Вот такой баланс: надёжность против стоимости. И здесь опять же, глядя на ассортимент профессиональных производителей, видишь, что они предлагают разные варианты уплотнений под разные задачи. Это и есть признак специализации.
Сценарии, где ошибаются чаще всего
Самый болезненный опыт — это установка насоса на возврат конденсата от технологического оборудования с переменной нагрузкой. Допустим, есть несколько прессов, работающих в разное время. Расход скачет от нуля до максимума. Поставили насос, рассчитанный на средний расход. Результат: когда работает один пресс, насос 'задыхается' — работает с перегрузом, перегревается. Когда включаются все — вроде бы нормально. Но КПД системы падает. Оказалось, что для таких случаев нужен или частотный преобразователь для плавного регулирования производительности, или каскадная схема из нескольких насосов. А ещё лучше — использовать насосы с плоской характеристикой напора. Это когда при изменении расхода напор меняется незначительно. Такие модели есть, но их нужно искать специально.
Другой частый косяк — монтаж. Кажется, что поставил на бетонное основание, закрепил анкерами — и всё. Но если трубопроводы на входе и выходе жёстко подключены к насосу, без компенсаторов, то тепловое расширение труб передаёт напряжение на корпус насоса. Со временем появляются трещины в проушинах крепления или даже в самом корпусе. Видел такое на старой котельной. Пришлось переделывать обвязку, ставить сильфонные компенсаторы. Теперь всегда обращаю на это внимание. Производители в мануалах пишут про необходимость независимой опоры для труб, но кто эти мануалы читает до возникновения проблемы?
И ещё про трубопроводы на всасе. Длинный горизонтальный участок перед насосом, да ещё с коленами — это гарантированное снижение кавитационного запаса. Жидкость на таком участке теряет давление, начинается парообразование. Насос получает не жидкость, а парожидкостную смесь. Работает с ударами, КПД падает до нуля. Правильно — делать всасывающую линию как можно короче и прямее, с постоянным подъёмом к насосу. Кажется, элементарно, но на готовых объектах эту ошибку исправлять дороже всего.
Что даёт специализированный производитель
Вернёмся к примеру Chengdu Chenghang. Их профиль — энергосберегающее оборудование для паровых систем. Это не просто слова. Когда они разрабатывают механический насос для перекачки конденсата, они закладывают в него решения, которые экономят энергию всей системе. Например, КПД насоса может быть на несколько процентов выше, чем у универсальной модели. На масштабе года работы — это существенная экономия на электричестве. Или конструкция, которая минимизирует потери на трение, опять же, влияет на энергопотребление.
Важный момент — это тестирование. В их описании указано 'совершенные средства тестирования'. На практике это значит, что насос перед отгрузкой, вероятно, прогоняют на стенде не просто на воде, а на горячей воде, близкой к рабочим параметрам. Проверяют вибрацию, температуру подшипников, герметичность при разных давлениях. Это даёт уверенность, что агрегат приедет на объект не 'сырым'. У нас был случай с другим поставщиком: насос пришёл, смонтировали, запустили — а у него течь по разъёму корпуса. Оказалось, статическое уплотнение не выдерживает температурных циклов. Пришлось снимать, менять прокладку на термостойкую. Потеряли неделю. Специализированный производитель, скорее всего, такие прокладки ставит по умолчанию.
Ещё из плюсов — возможность получить консультацию по подбору. Не просто продать агрегат из каталога, а расспросить про параметры среды, график работы, особенности обвязки. И порекомендовать конкретную модель, может, даже с некоторым запасом по параметрам, но которая проработает без проблем. На сайте https://www.cdchenghang.ru видно, что компания занимается полным циклом: разработка, проектирование, производство, обслуживание. Это значит, что они теоретически могут и доработать конструкцию под нестандартную задачу, если потребуется. Хотя, конечно, это уже вопрос индивидуального проекта и стоимости.
Личный взгляд на тенденции
Сейчас много говорят про 'умные' насосы с датчиками и подключением к АСУ ТП. Это, безусловно, будущее. Но в основе всё равно остаётся та самая 'механика' — гидравлическая часть, материалы, качество сборки. Можно поставить кучу датчиков на дешёвый насос, но он развалится так же быстро. Поэтому я считаю, что сначала нужно выбрать правильную железку, а уже потом думать про автоматизацию. Тем более для ответственных участков, где остановка означает простой производства.
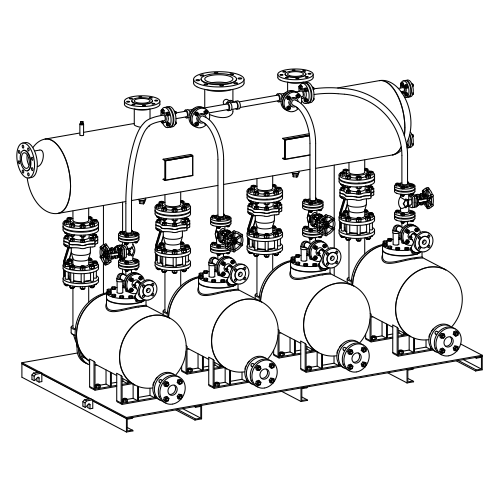
Наблюдаю тенденцию к модульности. Производители, в том числе и такие как Chengdu Chenghang, предлагают насосы в блочном исполнении: сам агрегат уже смонтирован на общей раме с трубной обвязкой, запорной арматурой, maybe даже с контроллером. Это сокращает время монтажа на объекте и уменьшает риск ошибок при сборке. Особенно актуально для быстрой замены вышедшего из строя оборудования или для расширения систем.
И последнее — обслуживание. Хороший механический насос для перекачки должен быть спроектирован так, чтобы основные изнашиваемые части (торцевое уплотнение, подшипники) можно было заменить без демонтажа всего агрегата и без специального инструмента. Это экономит часы работы механиков. Видел модели, где для замены уплотнения нужно снимать электродвигатель, потом полумуфту, потом защитную втулку... Кошмар. Современные конструкции позволяют сделать это, открутив несколько болтов на cartridge-картридже. Вот на такие мелочи и стоит обращать внимание при выборе.
Вместо заключения: просто мысль вслух
Так что, если резюмировать мой опыт, то ключевое в словосочетании 'механический насос для перекачки' — это не первое слово, а последнее. Важно, ЧТО перекачивать, КУДА и в КАКИХ условиях. А 'механический' — это лишь указание на принцип действия, который может быть реализован по-разному: от надёжной рабочей лошадки на десятилетия до проблемного узла, который будет требовать внимания каждый месяц. Выбор, как всегда, за инженером на месте. И хорошо, когда есть производители, которые понимают эти нюансы и делают оборудование не под общий рынок, а под конкретные технологические задачи, как в случае с паровыми системами. Это и есть настоящая профессиональная работа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
 Рычажные поплавковые ловушки CHF32-120
Рычажные поплавковые ловушки CHF32-120 -
 Термодинамические дисковые ловушки CHR260-05
Термодинамические дисковые ловушки CHR260-05 -
 Рычажные поплавковые ловушки CHF21-10
Рычажные поплавковые ловушки CHF21-10 -
 Рычажные поплавковые ловушки CHF20-160
Рычажные поплавковые ловушки CHF20-160 -
 Термостатические биметаллические ловушки CHS80-06
Термостатические биметаллические ловушки CHS80-06 -
 Рычажные поплавковые ловушки CHF65-250
Рычажные поплавковые ловушки CHF65-250 -
 Трассировка пара – сборные трассировочные трубы
Трассировка пара – сборные трассировочные трубы -
Рычажные поплавковые ловушки CHF60-07
-
 Рычажные поплавковые ловушки CHF20-200
Рычажные поплавковые ловушки CHF20-200 -
 CHDW091 перевернутая бочкообразная ловушка
CHDW091 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS225-05
Термостатические биметаллические ловушки CHS225-05