+86-15756243641







механический насос
Когда говорят ?механический насос?, многие сразу представляют себе простейшую конструкцию — корпус, крыльчатка, вал, мотор. Но в реальной работе, особенно в паровых и гидрофобных системах, это понимание часто оказывается поверхностным и даже ошибочным. Самый частый промах — считать, что главное это давление и подача, указанные в паспорте. На деле же, куда важнее как насос ведёт себя в конкретной системе, с её перепадами температур, кавитацией, составом среды. Я много раз видел, как на объектах ставят, казалось бы, подходящую по параметрам модель, а она или шумит непонятно, или сальники текут через месяц, или производительность падает не по табличке. Вот об этих нюансах, которые в каталогах часто не пишут, и стоит поговорить.
От теории к практике: где кроются подводные камни
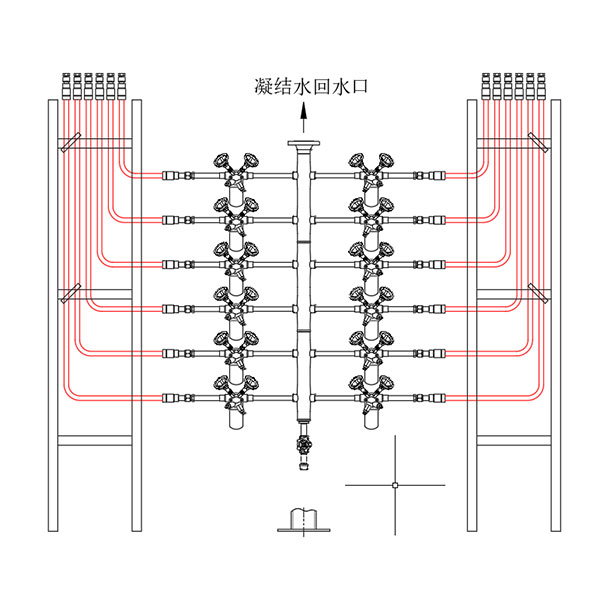
Возьмём, к примеру, применение в системах с паровым конденсатом. Казалось бы, среда — вода, но на самом деле это не всегда чистая вода. Там может быть и кислород, и углекислота, которые резко усиливают коррозию. Обычный чугунный корпус механического насоса здесь может не вытянуть. Помню случай на одной котельной: ставили стандартные насосы для перекачки конденсата, через полгода — свищи в корпусе. Разобрались — причина в агрессивности среды, которую изначально не учли. Пришлось менять на модели с корпусом из более стойкого сплава, но это уже были дополнительные расходы и простой.
Или другой аспект — кавитация. В паспорте насоса всегда указан NPSH (кавитационный запас), но на практике обеспечить его не всегда получается. Особенно когда трубопроводы уже смонтированы с лишними коленами или заужениями, а температура среды выше расчётной. Насос начинает работать с характерным треском, как будто внутри горох сыпят, и быстро выходит из строя. Борьба с кавитацией — это часто не про сам насос, а про правильную обвязку и условия всасывания. Иногда помогает установка перед ним буферной ёмкости или подбор модели с специально спроектированным рабочим колесом, менее чувствительным к кавитации.
Третий момент — это надёжность уплотнений. Сальниковые уплотнения дешевле, но требуют обслуживания, а при работе с горячими средами (выше 80-90°C) они быстро изнашиваются. Механические торцевые уплотнения (МТУ) надёжнее, но и капризнее. Если в среде есть мелкие взвеси (окалина, песок), они моментально убивают пару трения МТУ. Выбор типа уплотнения — это всегда компромисс между стоимостью, средой и желанием снизить эксплуатационные затраты. Универсального решения нет.
Опыт и решения: от неудач к рабочей схеме
На основе таких неудач и формируется подход. Мы, например, в своей работе стали уделять огромное внимание не столько подбору по каталогу, сколько техническому аудиту системы на месте. Важно замерить реальные температуры, проанализировать химический состав среды (хотя бы экспресс-анализ), оценить конфигурацию трубопроводов. Только после этого можно с уверенностью говорить о модели насоса.
Здесь стоит упомянуть опыт коллег из Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. (https://www.cdchenghang.ru). Эта компания, как профессиональный производитель гидрофобного оборудования для паровых систем, делает упор именно на системный подход. Их инженеры не просто продают насос, а сначала запрашивают детальные данные об условиях работы. Я знаком с их продукцией — например, их линейки насосов для перекачки конденсата часто изначально комплектуются усиленными торцевыми уплотнениями и корпусами из материалов, стойких к ударным нагрузкам и коррозии. Это не маркетинг, а результат того, что они объединяют разработку, проектирование и производство, и видят типичные проблемы систем в комплексе.
Один из их принципов, который я поддерживаю — это умеренная унификация. Не создавать тысячу моделей под каждый случай, а иметь несколько проверенных базовых платформ, которые затем адаптируются под конкретные условия материалами проточной части, типом уплотнения, вариантом двигателя. Это даёт надёжность и предсказуемость. Их механический насос для горячего конденсата, который мне доводилось видеть в работе, был как раз таким — внешне стандартная конструкция, но с нюансами в виде специального сплава колеса и двойного МТУ с промывкой.
Детали, которые решают всё: монтаж и обвязка
Даже самый хороший насос можно угробить неправильным монтажом. Это отдельная большая тема. Например, монтаж на общую раму с электродвигателем без proper alignment (соосности) гарантирует вибрацию и быстрый износ подшипников. Или отсутствие обратного клапана на напорной линии, если насос стоит в параллельной схеме — при остановке одного насоса среда может пойти через него в обратную сторону, раскручивая колесо в другую сторону, что для насоса губительно.
Обвязка — это тоже искусство. Обязательные вещи: фильтр-грязевик на всасывании (но его надо чистить!), вибровставки, запорная арматура, манометры до и после насоса. Для горячих сред — правильная компенсация тепловых расширений труб, чтобы нагрузки не передавались на фланцы насоса. Часто этим пренебрегают, а потом удивляются, почему фланцы ?повело? и пошла течь.
Ещё один тонкий момент — электрическая часть. Для мощных механических насосов важно правильно подобрать тип пуска (прямой, звезда-треугольник, частотный преобразователь). Резкий прямой пуск создаёт огромный пусковой момент, который бьёт и по механике насоса, и по трубопроводам. Частотник позволяет плавно выходить на рабочий режим, что продлевает жизнь всему оборудованию, но он дороже. Решение всегда экономически обоснованное.
Техобслуживание: чтобы не было сюрпризов
Здесь правило простое: лучше регулярная профилактика, чем аварийный ремонт. Но что входит в профилактику для механического насоса? Это не только замена сальниковой набивки по графику. Нужно регулярно слушать насос (стетоскопом или просто опытным ухом), контролировать ток потребления двигателя (повышение тока часто сигнализирует о возрастании механического трения), проверять температуру корпусов подшипниковых узлов.
Очень показателен анализ вибрации. Сейчас есть портативные виброметры, которые позволяют без остановки агрегата оценить состояние подшипников и балансировку ротора. Раннее выявление дисбаланса или начальной стадии разрушения подшипника спасает от катастрофического разрушения всего агрегата.
И, конечно, ведение журнала. Фиксация всех параметров при пуске, текущих показаний, дат проведённого ТО. Это позволяет отследить деградацию характеристик и спланировать замену или капитальный ремонт до отказа. Многие этим пренебрегают, а зря — это самый ценный источник информации для анализа надёжности.
Взгляд вперёд: что меняется в подходах
Индустрия не стоит на месте. Сейчас всё больше говорят об ?умных? насосах, оснащённых датчиками и встроенной диагностикой. Это, безусловно, будущее. Датчики вибрации, температуры, давления в реальном времени могут передавать данные на диспетчерский пульт и предупреждать о отклонениях. Но для массового применения в стандартных паровых хозяйствах это пока дороговато. Более реалистичный тренд — это повышение КПД и надёжности за счёт улучшенной гидравлики (компьютерное моделирование потоков) и применения новых композитных материалов для уплотнений и подшипников скольжения.
Другой тренд — сервисная ориентированность производителей. Вот как раз ООО Чэнду Чэн Ханг Энергосберегающее производство позиционирует себя не просто как продавца железа, а как партнёра, объединяющего разработку, производство и обслуживание. Это правильный путь. Потому что часто проблема решается не заменой насоса на более мощный, а тонкой настройкой существующей системы или небольшой модернизацией. Наличие собственной инженерной службы у производителя, которая может выехать и посмотреть на проблему вживую, — это огромный плюс.
В итоге, возвращаясь к началу. Механический насос — это не просто утилитарный агрегат. Это сердце системы, от корректности выбора, монтажа и обслуживания которого зависит работа всего контура. Самый ценный опыт — это опыт, полученный на собственных ошибках и наблюдениях. И главный вывод: всегда смотри глубже паспортных данных, думай о системе в целом и не экономь на качестве и грамотном инженерном сопровождении. Именно такой подход, который я видел в работе у специализированных производителей вроде упомянутой Chengdu Chenghang, позволяет избежать многих головных болей и получить действительно надёжное и эффективное решение.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
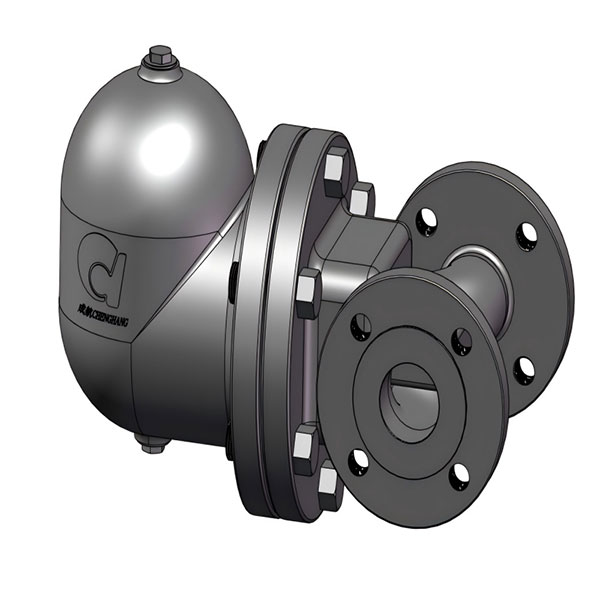
 Рычажные поплавковые ловушки CHF60-07
Рычажные поплавковые ловушки CHF60-07 -
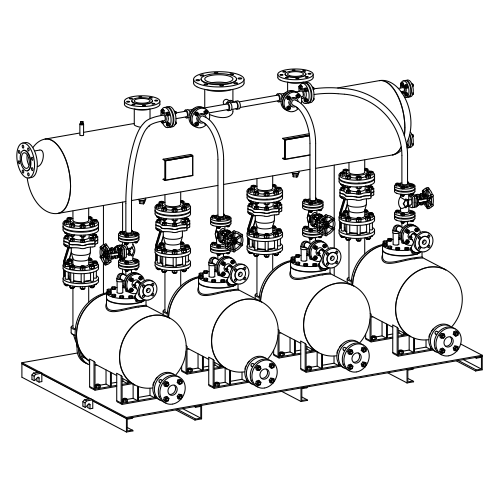
 Встроенная станция регенерации конденсата
Встроенная станция регенерации конденсата -
 Рычажные поплавковые ловушки CHF32-700
Рычажные поплавковые ловушки CHF32-700 -
 Мембранная коробчатая ловушка CHM16-07
Мембранная коробчатая ловушка CHM16-07 -
 Термостатические биметаллические ловушки CHS50-06
Термостатические биметаллические ловушки CHS50-06 -
 Рычажные поплавковые ловушки CHF21-10
Рычажные поплавковые ловушки CHF21-10 -
 CHD25-05 перевернутая бочкообразная ловушка
CHD25-05 перевернутая бочкообразная ловушка -
 Рычажные поплавковые ловушки CHF25-90
Рычажные поплавковые ловушки CHF25-90 -
 Трассировка медных трубок
Трассировка медных трубок -
 Серия CHB-JZ4
Серия CHB-JZ4 -
CHD25-10 перевернутая бочкообразная ловушка
-
 CHD130-140 перевернутая бочкообразная ловушка
CHD130-140 перевернутая бочкообразная ловушка