+86-15756243641







механический гидравлический насос
Когда говорят ?механический гидравлический насос?, многие сразу представляют себе что-то вроде старого ручного домкрата — простой, грубый, ?неубиваемый?. Но это лишь верхушка айсберга. На деле, под этим термином скрывается целый класс агрегатов, где механическое движение (от вала, двигателя) напрямую преобразуется в энергию потока жидкости, и здесь кроется масса нюансов, которые и определяют, будет ли система работать как часы или станет вечной головной болью. Частая ошибка — считать их все на одно лицо и выбирать только по давлению и подаче. А как быть с пульсацией, с совместимостью рабочих жидкостей, с тем, как поведет себя насос при частичной нагрузке или при загрязненном масле? Вот об этих ?мелочах?, которые на самом деле решают всё, и хочется порассуждать, исходя из того, что приходилось видеть и собирать, а иногда и разбирать после неудачного пуска.
От чертежа к металлу: где рождается разница
Взять, к примеру, шестеренные насосы. Казалось бы, проще некуда: две шестерни вращаются в корпусе. Но вот в чем загвоздка: зазоры. Слишком большие — сразу падение объемного КПД, насос гремит, давление не держит. Слишком малые — заклинивание при нагреве. Идеальный расчет здесь — это баланс между точностью изготовления и реальными условиями эксплуатации. Я помню, как на одном из объектов поставили насос, который в цеху на стенде показывал идеальные параметры. А в реальной системе, где температура масла на выходе из пресса доходила до 65 градусов, он начал течь по торцевым уплотнениям уже через неделю. Производитель, конечно, винил ?нештатные условия?, но по факту — не был учтен коэффициент теплового расширения материалов. Это тот случай, когда лабораторные испытания и работа ?в поле? — две большие разницы.
Или другой аспект — материал пары трения. Для воды и водно-гликолевых смесей одно, для минеральных масел — другое, для синтетики — третье. Видел последствия установки механического гидравлического насоса с бронзовыми шестернями в систему на основе жидкости с высоким содержанием эфиров. Износ был катастрофическим за считанные месяцы. Поэтому сейчас всегда смотрю не только на паспортные данные, но и на рекомендации по рабочей среде. Кстати, у китайских производителей в последнее время с этим стало строже. Взять, например, Chengdu Chenghang. Они, хоть и позиционируют себя больше в области парового оборудования, но их подход к подбору материалов для сопрягаемых деталей в насосах для систем пароводяной смеси говорит о серьезной инженерной базе. Важно, когда производитель не просто продает агрегат, а понимает химию процесса, в котором тот будет работать.
Еще один момент, который часто упускают из виду при выборе — это вал. Способ его соединения с приводом. Жесткая муфта, упругая, шлицевое соединение… Неправильная соосность убивает подшипники и уплотнения быстрее любого абразива. Приходилось выверять лазерным центровером установку, которую монтировали ?на глазок? — биение было в несколько десятых миллиметра, чего для хорошего насоса более чем достаточно для вибрации и последующего отказа. Это банальность, но сколько проблем рождается именно на этом этапе!
Пульсация и шум: неизбежное зло или признак проблемы?
Любой механический гидравлический насос пульсирует. Это аксиома. Шестеренные, пластинчатые, поршневые — все они выдают поток не равномерной струей, а толчками. Вопрос в амплитуде этих толчков и в том, как система их гасит. Поршневые насосы, особенно аксиально-поршневые, в этом смысле сложнее всего — у них и пульсация высокая, и шум характерный. Но часто повышенный шум — это не ?фирменная особенность?, а симптом. Например, кавитация.
Кавитация в механическом насосе — это не просто посторонний звук. Это мгновенное разрушение рабочих поверхностей. Звук, похожий на то, как будто внутрь засыпали горох. Причина обычно в недостаточном подпоре на входе (высокое гидравлическое сопротивление всасывающей линии, забитый фильтр) или в слишком высокой вязкости жидкости на старте. Боролись с этим разными способами: увеличивали диаметр всасывающей трубы, ставили подпорные насосы. Но самый простой и часто игнорируемый совет — правильно подобрать и вовремя менять фильтр грубой очистки на всасывании. Его загрязнение — тихая и медленная смерть для дорогого агрегата.
Шум также может идти от подшипников. В одном проекте использовался насос с ?необслуживаемыми? закрытыми подшипниками. По паспорту — ресурс 10 000 часов. На практике, в условиях постоянной вибрации от соседнего оборудования, они выходили из строя вдвое быстрее. Пришлось вносить изменения в техобслуживание — не ждать отказа, а проводить вибродиагностику и плановую замену по ее результатам. Это к вопросу о том, что инструкция по эксплуатации — это не догма, а основа для выработки своего регламента под конкретные условия.
Истории из практики: когда теория молчит
Расскажу про случай, который многому научил. На модернизации гидросистемы пресса заменили старый изношенный гидравлический насос на новый, более производительный. Все параметры подобрали: давление, подача, присоединительные размеры. Запустили — а система не развивает нужное усилие. Долго искали причину: проверили клапаны, цилиндры, управление. Оказалось, дело было в… конструкции самого нового насоса. Он был нерегулируемым, с фиксированным рабочим объемом. А в старой системе, хоть и стоял такой же тип, но был небольшой внутренний байпасный канал (конструктивная особенность той модели), который в какой-то мере сглаживал пики давления при переходных процессах. Новый насос выдавал жесткую характеристику, и предохранительный клапан срабатывал раньше, чем цилиндр успевал создать полное усилие. Пришлось дорабатывать гидросхему, ставить дополнительный переливной клапан с другой настройкой. Вывод: насос — это часть системы, и менять его ?один в один? по формальным параметрам иногда нельзя. Нужно смотреть на динамические характеристики.
Другой пример — работа с вязкими жидкостями. Ставили шестеренный насос на перекачку загущенного масла при низких температурах в цехе. Насос был стандартный, для индустриальных масел. Он не сломался, но его реальная производительность упала в разы против паспортной, потому что не мог эффективно захватывать вязкую среду. Мощность двигателя при этом росла. Решение было найдено в применении насоса с трехвинтовой конструкцией, которая лучше справляется с высоковязкими средами. Это та ситуация, где тип механического насоса имеет первостепенное значение.
И, конечно, история про ?экономию?. Заказчик решил купить самый дешевый аналог для неответственной системы подпитки. Насос пришел без маркировки по допускам, с грубой обработкой внутри. Проработал он около трех месяцев, после чего начал заклинивать. При вскрытии обнаружилась картина: задиры на рабочих поверхностях, стружка в корпусе. ?Сэкономили? на стоимости насоса, но потеряли в десятки раз больше на простое оборудования и срочном ремонте. После этого всегда настаиваю на том, чтобы даже для вспомогательных систем брали технику у проверенных поставщиков, которые дают полноценные спецификации. Как та же компания Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. — их сильная сторона, судя по описанию, как раз в комплексном подходе: от разработки и проектирования до тестирования готового изделия. Для гидравлики это критически важно — чтобы продукт прошел весь цикл контроля, а не был просто собран из купленных на стороне комплектующих.
Обслуживание: продление жизни или отсрочка смерти
Самый надежный механический гидравлический насос можно убить за полгода неправильным обслуживанием. И наоборот, даже агрегат со средними характеристиками будет работать годами, если за ним следить. Основа основ — чистота жидкости. Гидравлическое масло — это не только рабочая среда, но и смазка, и охладитель. Попадание абразивной пыли или воды ведет к ускоренному износу. Регламент замены фильтров и масла — это не прихоть производителя, а необходимость. Видел системы, где масло не меняли годами, оно было черным, с запахом гари. Удивительно, как насосы в них вообще еще крутились.
Второй ключевой момент — контроль температуры. Перегрев масла резко снижает его смазывающие способности и вязкость. Насос начинает работать в режиме повышенного износа. Частая причина — неработающий или забитый теплообменник в контуре. Простая периодическая проверка температуры на выходе из насоса может предотвратить крупную поломку.
И третье — это контроль давления и расхода. Резкое падение производительности при тех же оборотах — явный признак износа или внутренней утечки. Не стоит ждать, пока насос окончательно выйдет из строя. Своевременная диагностика (замеры, анализ вибрации) позволяет планировать ремонт, а не бороться с последствиями аварийной остановки всей технологической линии. В этом плане полезно, когда производитель, как ООО ?Чэнду Чэн Ханг?, предлагает не просто продажу, а сервисное сопровождение. Потому что кто, как не разработчики, лучше знает слабые места своей продукции и может дать точные рекомендации по техобслуживанию в конкретных условиях эксплуатации.
Вместо заключения: мысль вслух
Так что же такое механический гидравлический насос в итоге? Это не просто ?насос?. Это узел, эффективность и долговечность которого определяются сотней факторов: от точности фрезеровки шестерен до квалификации монтажника, затягивающего крепежные болты; от химического состава масла до температуры в цехе зимой и летом. Его нельзя выбрать только по каталогу. Нужно понимать, в какую систему он встанет, какую работу будет выполнять, и что будет с ним происходить не в идеальных, а в реальных, часто далеких от идеала, условиях.
Современные тенденции — это, конечно, рост КПД, снижение шума, ?интеллектуализация? с датчиками состояния. Но фундамент остается прежним: качественные материалы, точная механика, продуманная конструкция. И здесь доверие к производителю, который контролирует весь цикл — от чертежа до испытаний, — становится не маркетинговым лозунгом, а практической необходимостью. Потому что в гидравлике, как нигде, мелочей не бывает. Каждая недоведенная кромка, каждый неучтенный миллиметр зазора — это потенциальная точка отказа. И опыт, к сожалению, часто состоит как раз в том, чтобы научиться видеть эти точки до того, как они дадут о себе знать стуком, течью или внезапной остановкой производства.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ловушки свободный поплавок CHZF25-80
Ловушки свободный поплавок CHZF25-80 -
 Рычажные поплавковые ловушки CHF35-1500
Рычажные поплавковые ловушки CHF35-1500 -
 Рычажные поплавковые ловушки CHF32-700
Рычажные поплавковые ловушки CHF32-700 -
 Термостатические биметаллические ловушки CHS25-09
Термостатические биметаллические ловушки CHS25-09 -
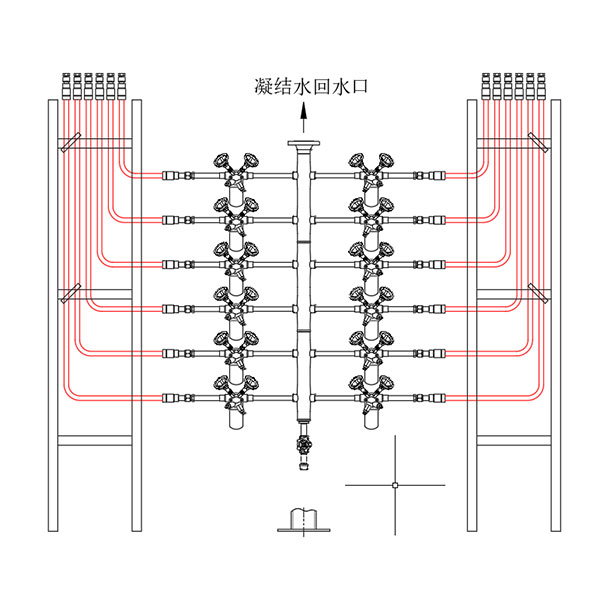 Встроенная станция регенерации конденсата
Встроенная станция регенерации конденсата -
 CHDW092 перевернутая бочкообразная ловушка
CHDW092 перевернутая бочкообразная ловушка -
Ловушки свободный поплавок CHZF25-60
-
 CHD25-22 перевернутая бочкообразная ловушка
CHD25-22 перевернутая бочкообразная ловушка -
 Быстрый соединитель
Быстрый соединитель -
 Термодинамические дисковые ловушки CHR20-04
Термодинамические дисковые ловушки CHR20-04 -
 CHD225-60 перевернутая бочкообразная ловушка
CHD225-60 перевернутая бочкообразная ловушка -
Рычажные поплавковые ловушки CHF35-35