+86-15756243641







механический водяной насос
Когда говорят ?механический водяной насос?, многие представляют себе простейшую ?качалку? – чугунный корпус, вал, рабочее колесо, и вроде бы всё. Но в реальной работе, особенно в связке с паровыми системами, это понимание летит в тартарары. Самый частый прокол – считать, что главное это создать давление, а как оно создаётся и чем за это платит вся система, вопрос второй. На деле, неправильно подобранный или спроектированный механический водяной насос может свести на нет всю энергоэффективность контура, хоть и будет исправно гонять воду. Видел такое не раз.
От теории к котельной: где начинаются проблемы
Вот смотрите. Берём типовой проект, там стоит задача – возврат конденсата. Ставят насос, скажем, на 10 кубов в час, напор по паспорту 50 метров. Вроде бы подходит. Но забывают про температуру возврата. Если конденсат идёт близкий к насыщению, а насос не рассчитан на кавитационный запас (NPSH) для таких условий – начинается кавитация. Сначала лёгкое потрескивание, потом эрозия крыльчатки и корпуса, падение производительности. Через полгода-год вместо насоса – решето. И это не брак, это ошибка привязки к реальным процессам.
У нас на одном из объектов как раз была такая история. Поставили добротный, в общем-то, агрегат, но расчёт делали по усреднённым таблицам, не учли пиковые сбросы пара в линию возврата. В итоге температура подскакивала выше расчётной, насос ?захлёбывался?. Решение оказалось не в замене на более мощный, а в установке промежуточного теплообменника-охладителя конденсата перед ним. Иногда проблема решается не ?в лоб?.
Именно поэтому я всегда вникаю в температурный график всей системы, а не просто смотрю на цифры расхода. Механический водяной насос – это не самостоятельная единица, это элемент гидравлики. Его работа напрямую зависит от того, что происходит в теплообменниках, паропроводах, конденсатопроводах. Если где-то есть неучтённые потери давления или тепла, насос будет работать в нерасчётной точке, с низким КПД и повышенным износом.
Материалы и исполнение: на чём нельзя экономить
Тут тоже полно мифов. ?Корпус – чугун, и ладно?. Для холодной воды, возможно. Но для конденсата, который может быть агрессивным из-за химической обработки котловой воды, или просто горячего (выше 110°C) – чугун со временем может дать о себе знать коррозией и эрозией. Для таких условий нужна как минимум нержавеющая сталь для проточной части, а лучше – легированные марки, стойкие к кавитационному разрушению.
Рабочее колесо. Форма лопастей – это целая наука. Видел насосы, где для одной и той же задачи ставили колесо с радиальными лопастями и с загнутыми назад. Разница в энергопотреблении при одинаковом напоре могла доходить до 15-20%. Загнутые назад лопасти, как правило, дают более пологую характеристику и меньше шансов на срыв работы при переменных режимах. Но они и дороже в изготовлении.
Уплотнения. Сальниковое уплотнение дешевле, но требует обслуживания, возможны протечки. Торцевое механическое уплотнение (ТМУ) – вариант практически бессальниковый, но критичен к чистоте перекачиваемой среды. Если в конденсате есть окалина или твёрдые частицы, ТМУ выйдет из строя быстро. Выбор всегда компромиссный, и его нужно обосновывать условиями на объекте. Иногда правильнее поставить сальник с системой промывки, чем дорогое ТМУ, которое будет постоянно клинить.
Связка с паровой системой: специфика и подводные камни
Вот здесь как раз область, где работает компания, с сайтом которой я сталкивался – Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd.. Они позиционируют себя как производитель гидрофобного оборудования для паровых систем, и это ключевое. Гидрофобное – то есть отводящее конденсат. Их подход, судя по описанию, – это комплекс: не просто продать насос, а вписать его в систему.
На практике это означает, что хороший поставщик или производитель должен задавать массу вопросов: каков состав конденсата (химия), есть ли перегрев, как организована линия возврата (самотёком или под давлением), как часто возможны гидроудары от захлёста пара. Без этих данных даже самый технологичный механический водяной насос может не выжить.
Из их сферы – например, важность точного расчёта и подбора конденсатоотводчиков, которые стоят ДО насоса. Если конденсатоотводчик ?перепускает? пар в линию, насос будет качать пароводяную смесь, его эффективность резко упадёт. Или наоборот, если отводчик забит, насос будет работать ?всухую? или с недостаточным питанием. Поэтому часто правильнее рассматривать узел возврата конденсата как единый агрегат: отводчик + охладитель (если нужно) + накопитель-ресивер + сам насос. Компании, которые это понимают, как та же ООО ?Чэнду Чэн Ханг?, предлагают именно такие решения ?под ключ?, что в итоге даёт надёжность.
Энергоэффективность: скрытый резерв
Многие фокусируются на КПД котла или теплообменника, но забывают про насосы. А зря. Циркуляционный или подпиточный насос, работающий круглосуточно, даже с небольшим перерасходом мощности, за год накручивает приличные суммы на электричестве. Особенно это касается систем с переменной нагрузкой, где насос постоянно работает на полную.
Современный тренд – частотное регулирование. Но и тут есть нюансы. Поставить частотный преобразователь на старый насос с ?крутой? напорной характеристикой – не всегда даст экономию. Насос должен иметь пологую характеристику Q-H, чтобы регулирование было эффективным. Иногда дешевле и правильнее заменить насос на современный с высоким КПД и оптимальной характеристикой, чем пытаться регулировать старый.
В контексте возврата конденсата энергоэффективность – это ещё и минимизация потерь тепла. Если насос позволяет возвращать конденсат с максимально высокой температурой (близкой к температуре насыщения), мы экономим энергию на повторном подогреве воды в котле. Поэтому выбор насоса, стойкого к высоким температурам, – это прямая экономия топлива. Тут как раз важна та самая ?профессиональная технология производства и совершенные средства тестирования?, которые заявляет производитель. Насос должен быть испытан в реальных условиях высоких температур, а не просто собран на конвейере.
Ремонтопригодность и обслуживание: взгляд из цеха
Идеальный насос с точки зрения КПД, но разборка которого требует специнструмента и двух дней работы – не лучший выбор для производства, где простой критичен. Конструкция должна позволять быстро заменить уплотнения, рабочее колесо, подшипники без демонтажа всего агрегата и без нарушения центровки.
Например, модульная конструкция с съёмной задней крышкой или cartridge-модулем ТМУ – это огромный плюс. Замена уплотнения за час вместо смены. Видел насосы, где для извлечения вала с колесом нужно было снимать электродвигатель и выпрессовывать вал, – это плохая конструкция для эксплуатации.
Ещё момент – унификация запчастей. Хорошо, когда производитель, как та же Chengdu Chenghang, использует стандартные подшипниковые узлы (например, SKF или FAG) и стандартные размеры механических уплотнений. Это значит, что при поломке не придётся месяц ждать деталь из-за границы, её можно найти локально. Для обслуживающего персонала это критически важно. Надёжность – это не только когда не ломается, но и когда быстро чинится.
Итоговые соображения: не гнаться за цифрами
Так к чему я всё это? К тому, что выбор механического водяного насоса, особенно для ответственных участков вроде возврата конденсата, – это не покупка товара по каталогу. Это инженерная задача. Нужно смотреть не только на цифры в паспорте (Q, H, NPSH), но и на применимость этих цифр к вашим конкретным условиям, на материалы, на конструкцию с точки зрения будущего ремонта, на репутацию производителя в части тестирования и комплексного подхода.
Часто более дорогой, но правильно подобранный и спроектированный насос от специализированного производителя, который понимает процесс (как, судя по всему, понимает его команда cdchenghang.ru), окупается за счёт экономии на энергии, ремонтах и простоях. И наоборот, ?экономия? на этапе покупки выливается в постоянную головную боль и реальные финансовые потери.
Поэтому мой совет – не стесняйтесь задавать поставщикам детальные технические вопросы. Просите расчёты, примеры работы в аналогичных условиях, информацию по материалам. Если продавец уходит от ответов или говорит только общими фразами – это красный флаг. Насос должен быть инструментом для решения вашей задачи, а не новой проблемой. Всё остальное – от лукавого.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
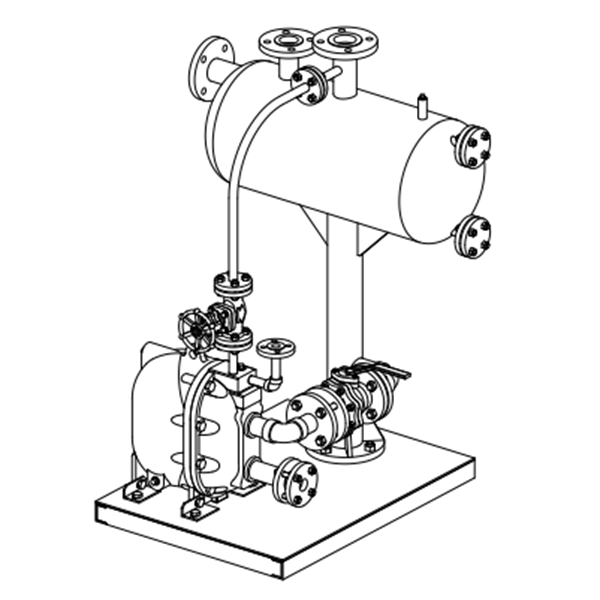 Серия CHB-JZ1
Серия CHB-JZ1 -
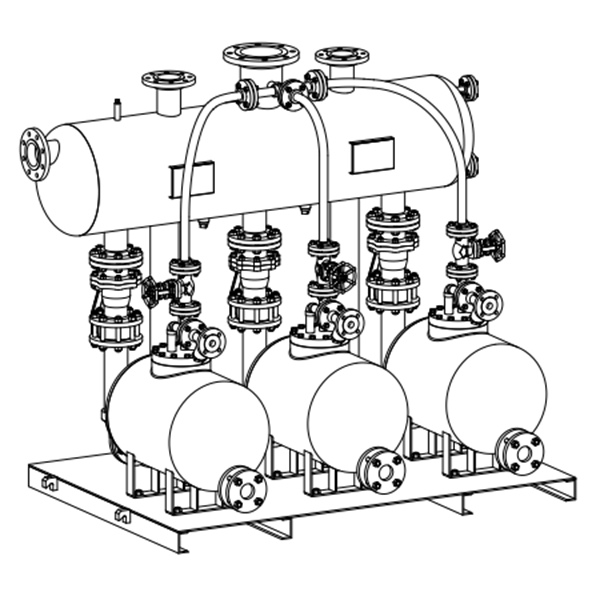 Серия CHB-JZ3
Серия CHB-JZ3 -
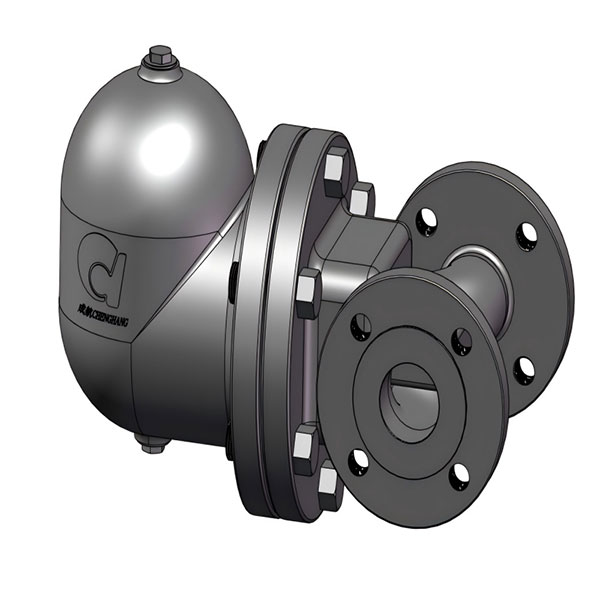 Рычажные поплавковые ловушки CHF32-120
Рычажные поплавковые ловушки CHF32-120 -
 Ловушки свободный поплавок CHZF25-10
Ловушки свободный поплавок CHZF25-10 -
 Ловушки свободный поплавок CHZF25-60
Ловушки свободный поплавок CHZF25-60 -
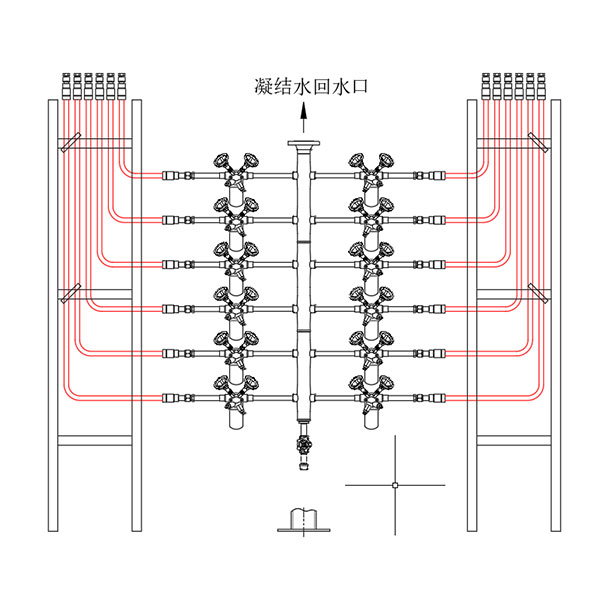
 Трассировка пара – сборные трассировочные трубы
Трассировка пара – сборные трассировочные трубы -
 CHD65-55 перевернутая бочкообразная ловушка
CHD65-55 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS16-06
Термостатические биметаллические ловушки CHS16-06 -
 Термостатические биметаллические ловушки CHS225-05
Термостатические биметаллические ловушки CHS225-05 -
 Трассировка пара – сборные изоляционные трубки
Трассировка пара – сборные изоляционные трубки -
 Рычажные поплавковые ловушки CHF25-90
Рычажные поплавковые ловушки CHF25-90 -
 Термодинамические дисковые ловушки CHR65-07
Термодинамические дисковые ловушки CHR65-07
Связанный поиск
Связанный поиск- конденсатоотводчик фланцевый
- электронасос пжд
- конденсатоотводчик биметаллический фланцевый
- насос электронасос
- механический вакуумный насос
- организация теплоснабжения
- Узел сбора конденсата
- теплоизолированная труба для отопления
- конденсатоотводчик термостатический лимбовый ркдл 5025 dn50 pn25
- термостатический конденсатоотводчик gestra mk45 2