+86-15756243641







Коллектор распределения пара
Когда слышишь ?коллектор распределения пара?, многие представляют себе банальный отрезок трубы с несколькими выходами. На деле, это один из самых критичных узлов в паровой системе, где мелочей не бывает. От его геометрии, материала исполнения и даже способа крепления зависит, будет ли пар равномерно и с нужными параметрами доходить до каждого потребителя, или же система захлебнется конденсатом и гидроударами. Частая ошибка — относиться к нему как к пассивному элементу, ?разветвителю?. На самом же деле, это активный распределительный узел, который требует точного расчёта и понимания динамики потока.
Где кроется дьявол? В деталях конструкции
Основная задача коллектора распределения пара — не просто раздать пар, а сделать это с минимальными потерями давления и без капельной влаги. Ключевой параметр — скорость пара в самом корпусе. Если она слишком высока, пар увлекает за собой капли конденсата, что ведёт к эрозии трубопроводов и снижению теплопередачи. Если слишком низкая — конденсат скапливается внизу, создавая риск гидроудара при резком пуске. Оптимальный диапазон — 15-25 м/с, но это сильно зависит от давления и насыщенности пара.
Сам видел, как на одном из хлебозаводов поставили коллектор с зауженным сечением, чтобы сэкономить на материале. Пар к дальним печам приходил переувлажнённым, температура ?плыла?, и корочка на батонах получалась неравномерной. Проблему решили только заменой узла на правильно рассчитанный. Тут важно не только сечение, но и расположение отводов. Их нельзя просто наваривать в произвольном порядке. Входящий поток должен ?не видеть? резких изменений направления, иначе возникают зоны завихрений, где конденсат гарантированно будет накапливаться.
Ещё один нюанс — дренаж. Каждый уважающий себя коллектор должен иметь уклон (минимум 1:100) в сторону конденсатоотводчика. И не одного на всё изделие, а на каждый значительный понижающий участок. Часто пренебрегают установкой смотровых фланцев или заглушек для внутреннего осмотра и очистки. А внутри, поверьте, со временем может откладываться всякая ?радость? — от окалины до продуктов коррозии, которые потом отрываются и летят в теплообменники.
Материал и изготовление: дешёвый вариант всегда выходит боком
Казалось бы, что сложного — сварить трубу и отводы. Но сварные швы на коллекторе — это зоны повышенного риска. Их качество должно быть безупречным, с полным проплавлением и последующей зачисткой изнутри. Любой наплыв или непровар становится концентратором напряжений и местом для ускоренной коррозии. Для насыщенного пара чаще всего идёт углеродистая сталь, но если в системе есть перегрев, или требования к чистоте пара высокие (фармацевтика, пищепром), то смотрят в сторону нержавеющей стали. Это сразу меняет подход к сварке (аргон) и удорожает проект, но зато даёт гарантию от внезапных пробоев.
На одном из проектов по модернизации котельной мы столкнулись с коллектором, который был изготовлен ?на коленке? в местной мастерской. Внешне — красивый, окрашенный. А внутри — сварные швы не зачищены, да ещё и окалина от сварки осталась. Через полгода эксплуатации по шву пошла течь, пришлось останавливать систему. Переделка в условиях дефицита времени обошлась в разы дороже, чем изначальный заказ у специализированного производителя. Кстати, о производителях. Сейчас на рынке есть компании, которые делают это ?под ключ?, с расчётом и гарантией. Например, ООО Чэнду Чэн Ханг Энергосберегающее производство (сайт: https://www.cdchenghang.ru) как раз из таких — они специализируются на гидрофобном оборудовании для паровых систем, а коллектор — его основа. Их подход, объединяющий разработку, проектирование и производство, часто даёт более надёжный результат, чем кустарная сборка на месте.
Важный момент, который многие упускают — тепловое расширение. Коллектор, особенно длинный, нагреваясь, удлиняется. Если его жёстко закрепить, он создаст огромные нагрузки на опоры и подключённые трубопроводы. Обязательно нужны компенсаторы — либо гибкие подвески, либо линзовые компенсаторы в самой конструкции. Без этого через пару тепловых циклов появятся трещины в сварке.
Монтаж и обвязка: правильная установка — половина успеха
Даже идеально изготовленный коллектор можно испортить неправильным монтажом. Самая частая ошибка — отсутствие или неправильный подбор конденсатоотводчиков на дренажных линиях. Ставят шаровые краны ?на глазок? или дешёвые термодинамические ловушки, которые не справляются с переменной нагрузкой. Конденсат возвращается в пар, и всё — эффективность системы падает. На каждый дренаж нужен правильно подобранный по производительности и типу конденсатоотводчик, а лучше — с байпасной линией и смотровым стеклом для контроля.
Ещё один бич — отсутствие изоляции. Голый коллектор в цеху — это постоянные теплопотери и конденсация пара на холодных стенках внутри при остановках. Изолировать нужно качественно, современными материалами, выдерживающими высокие температуры. И не забывать про съёмные кожухи в местах фланцев и арматуры для обслуживания.
При монтаже также важно обеспечить свободный доступ для обслуживания и контроля. Нельзя зашивать его в короб или ставить вплотную к стене. Нужно пространство для проверки сварных швов, фланцевых соединений, для возможного ремонта. Это кажется очевидным, но в погоне за компактностью компоновки про это часто забывают.
Из личного опыта: случай с реконструкцией ТЭЦ
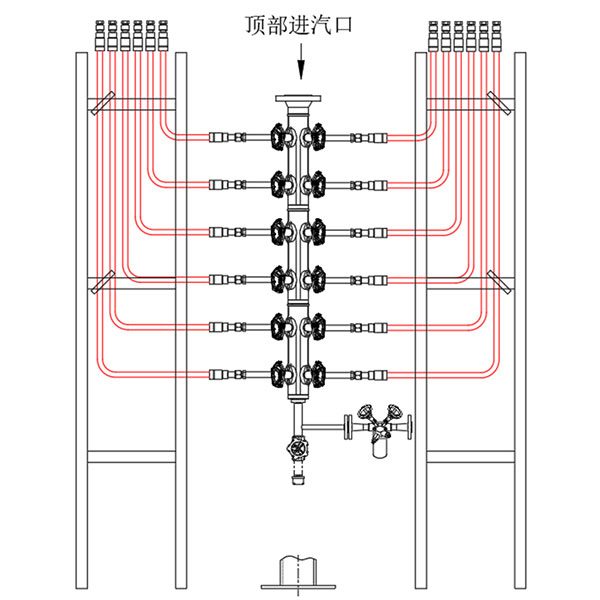
Хочу привести пример из практики. На одной из небольших ТЭЦ решили модернизировать паропроводы от редукционно-охладительной установки (РОУ) к цехам. Старый коллектор распределения пара был одноотводным, и при подключении новых потребителей возник дисбаланс — ближние цеха получали пар с избытком, дальние — с недобором. Нужно было спроектировать и изготовить новый, на шесть отводов.
Мы тогда долго спорили о схеме. Классический линейный коллектор с отводами сверху не подходил из-за ограничений по пространству. Рассматривали кольцевую схему, но она сложнее в расчёте и монтаже. В итоге остановились на Z-образной схеме с последовательным уменьшением диаметра корпуса после каждого крупного отбора. Это позволило выровнять скорости и давления. Ключевым было правильно рассчитать диаметры каждой секции и углы входа в отводы. Расчёты делали не только по стандартным формулам, но и с помощью CFD-моделирования (симуляции потоков), что тогда было ещё в новинку.
Изготовление заказали у стороннего подрядчика с хорошей репутацией. Но и тут не обошлось без сюрприза. При приёмке ультразвуковой дефектоскопией обнаружили скрытые поры в одном из основных продольных швов. Пришлось требовать переварки участка. Этот случай лишний раз подтвердил: приёмка по ВИК (визуальный контроль) и измерению геометрии — это минимум. Нужен ещё и неразрушающий контроль сварных соединений, особенно для ответственных узлов.
Взгляд в будущее: что ещё можно улучшить?
Сейчас всё чаще говорят об ?умных? паровых системах. И коллектор распределения пара здесь — не исключение. Вижу потенциал в оснащении его датчиками — не только давления и температуры на входе/выходе, но и, например, датчиками вибрации для раннего обнаружения скопления конденсата или начала кавитации. Данные с них могли бы стекаться в общую систему управления, позволяя оптимизировать режим в реальном времени и предсказывать необходимость обслуживания.
Ещё одно направление — совершенствование внутренней геометрии для ещё более тонкого управления потоком. Речь не о простых отводах, а о специально спрофилированных каналах, которые обеспечивают ламинарное или заданно-турбулентное течение, минимизируя унос капель. Это особенно актуально для высокоточных технологических процессов.
В конце концов, коллектор — это сердце распределительной сети. К нему нельзя относиться по остаточному принципу. Грамотный расчёт, качественные материалы, безупречное изготовление и продуманный монтаж — вот что превращает набор труб в надёжный и эффективный узел, годами работающий без проблем. И как показывает практика, инвестиции в качественный коллектор с лихвой окупаются за счёт стабильности работы всей паровой системы и экономии топлива.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Рычажные поплавковые ловушки CHF35-1500
Рычажные поплавковые ловушки CHF35-1500 -
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
 CHD110-35 перевернутая бочкообразная ловушка
CHD110-35 перевернутая бочкообразная ловушка -
 Встроенная система распределения пара
Встроенная система распределения пара -
CHD65-55 перевернутая бочкообразная ловушка
-
 Термостатические биметаллические ловушки CHS16-06
Термостатические биметаллические ловушки CHS16-06 -
 Ловушки свободный поплавок CHZF25-30
Ловушки свободный поплавок CHZF25-30 -
 Мембранная коробчатая ловушка CHM16-07
Мембранная коробчатая ловушка CHM16-07 -
 Термодинамические дисковые ловушки CHR65-07
Термодинамические дисковые ловушки CHR65-07 -
 Термодинамические дисковые ловушки CHR35-10
Термодинамические дисковые ловушки CHR35-10 -
 Трассировка пара – сборные изоляционные трубки
Трассировка пара – сборные изоляционные трубки -
 Термостатические биметаллические ловушки CHS170-06
Термостатические биметаллические ловушки CHS170-06
Связанный поиск
Связанный поиск- электронасос для лодки пвх 12 вольт
- теплоизолированные трубы для водоснабжения
- сети теплоснабжения
- ручные механические насосы
- Насос
- теплоизолирующие материалы для водяных труб
- электронасосы надувные
- термостатический конденсатоотводчик ткк 11
- озон электронасосы
- термостатический конденсатоотводчик принцип работы