+86-15756243641







двигатель с механическим насосом
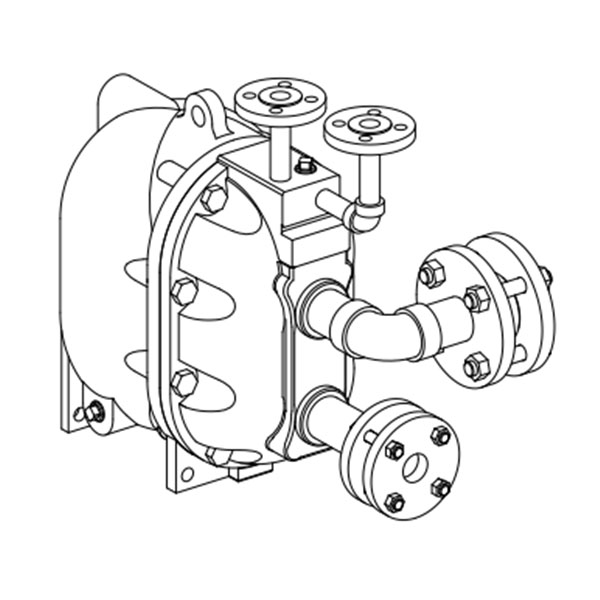
Когда говорят про двигатель с механическим насосом, многие представляют себе просто мотор, к которому прикручен насос. На деле же это целый комплекс, где надёжность узла привода насоса часто становится больным местом. Особенно в паровых системах, где вибрации и температурные перепады быстро выявляют все слабые места в конструкции. Вот тут и начинаются настоящие проблемы, которые в каталогах не опишешь.
Где кроется основная ошибка при подборе?
Частая ошибка — рассматривать насос и двигатель как отдельные единицы. Подобрали по паспортным параметрам мощности, соединили муфтой и думаем, что дело сделано. А на практике, особенно при пуске или изменении нагрузки в паровой системе, возникают продольные и поперечные нагрузки на вал, которые стандартные опоры просто не держат. Результат — вибрация, перегрев подшипников, а в итоге выход из строя всего агрегата. Сам видел, как на одной из ТЭЦ за год три раза меняли подшипники на насосном агрегате, пока не разобрались, что проблема в неверном расчёте жёсткости общей рамы и несоосности, усугубляемой тепловым расширением.
Ещё один нюанс — тип насоса. Шестерёнчатый, поршневой, пластинчатый — каждый создаёт разный характер нагрузки на вал двигателя. Для шестерёнчатого, например, критична пульсация давления, которая бьёт по механизму привода. Если двигатель не рассчитан на такие циклические ударные нагрузки, усталостное разрушение вала — вопрос времени. Стандартные общепромышленные двигатели здесь часто не подходят, нужен запас по крутящему моменту и специальная конструкция опор.
Поэтому грамотный подбор — это всегда системный расчёт. Нужно учитывать не просто номинальные обороты и мощность, а массу, момент инерции ротора насоса, возможные режимы работы (частые пуски/остановки), характер среды. Иногда выгоднее выглядит решение со встроенным приводом, где вал насоса является продолжением вала двигателя, но это требует высочайшей точности изготовления. Тут как раз и важна роль производителя, который контролирует весь цикл — от проектирования до испытаний готового узла.
Опыт из практики: случай с гидрофобным оборудованием
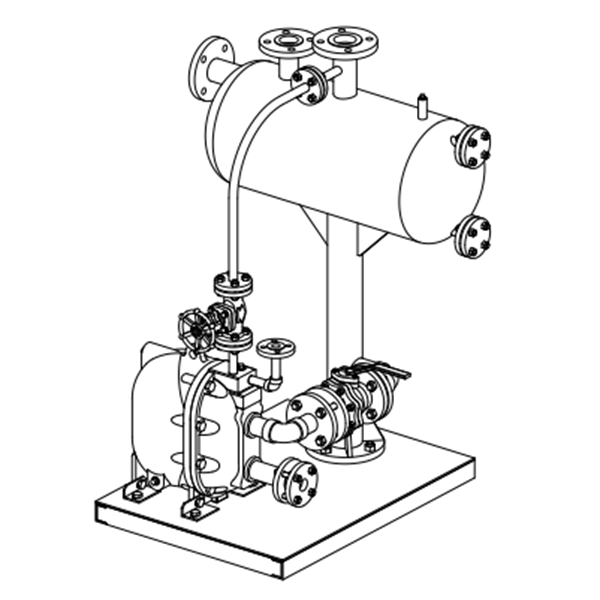
В контексте паровых систем особенно актуальна тема отвода конденсата. Здесь двигатель с механическим насосом часто является сердцем гидрофобной установки. Работал с оборудованием от Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. (ООО Чэнду Чэн Ханг Энергосберегающее производство). Их подход заметно отличается. Они не просто продают насос, а предлагают именно систему, где двигатель и насосный узел изначально спроектированы как единое целое для работы в условиях насыщенного пара и конденсата.
Запомнился один проект по модернизации котельной. Стояла задача обеспечить бесперебойный отвод конденсата при резко меняющейся нагрузке. Старые агрегаты, собранные из отдельных компонентов, постоянно выходили из строя. Основная проблема была в том, что стандартный двигатель при частых запусках насоса для откачки конденсата перегревался. Специалисты Chengdu Chenghang предложили свой вариант гидрофобного насосного агрегата. Ключевым было то, что они использовали двигатель со специальным классом изоляции и встроенной термозащитой, а также рассчитали и изготовили усиленный кронштейн для насосной части, который компенсировал тепловые смещения.
Что важно, они предоставили не просто агрегат, а расчёты по его интеграции в существующую систему: рекомендованные точки крепления, тип трубной обвязки для снижения гидроударов. После запуска вибрация снизилась в разы, а межремонтный интервал увеличился заметно. Это пример, когда производитель понимает, что продаёт не деталь, а решение конкретной технологической проблемы. Их статус как предприятия, объединяющего разработку, проектирование и производство, здесь сыграл ключевую роль — ответственность за конечный результат лежала на одном плече.
Конструктивные детали, на которые стоит смотреть в первую очередь
При оценке такого агрегата я всегда сначала смотрю на узел соединения валов. Самая простая муфта — это потенциальный источник несоосности. Хорошо, если используется жёсткая, но точно обработанная фланцевая муфта или конструкция со встроенным валом. Далее — подшипниковые узлы. У двигателя, работающего в паре с насосом, они должны быть рассчитаны на комбинированные нагрузки. Часто видишь сдвоенные упорно-радиальные подшипники — это хороший знак.
Второй момент — система охлаждения двигателя. В жарком цеху рядом с паровыми трубами стандартное воздушное охлаждение может не справляться. Иногда необходимо предусмотреть дополнительный кожух или даже обдув от отдельного вентилятора. В упомянутом оборудовании от Chengdu Chenghang в некоторых моделях используется ребристый корпус двигателя и специальная схема обдува, которая отводит тепло не только от мотора, но и от корпуса насоса.
И третье — материалы. Уплотнения, сальники, материал вала в месте контакта с агрессивным конденсатом. Нержавеющая сталь или специальные покрытия — обязательны. Мелочь, но из-за неё всё может развалиться. Помню историю, когда сэкономили на материале уплотнительной втулки на валу. Конденсат с примесями за полгода проел канавку, появилась течь, вода попала на обмотку двигателя — итог: короткое замыкание и полная замена агрегата.
Неудачи, которые учат больше, чем успехи
Был у нас опыт самостоятельной ?сборки? такого узла из якобы совместимых компонентов. Взяли хороший насос и мощный двигатель от разных проверенных брендов, сделали общую раму. На испытаниях на стенде всё работало ровно. Но как только встроили в реальную линию с её пульсациями давления и тепловыми деформациями трубопроводов, началось. Сначала лопнула стандартная упругая муфта — не выдержала углового смещения при прогреве. Поставили цепную. Потом начал гудеть и перегреваться подшипник со стороны насоса. Оказалось, радиальная нагрузка от давления в трубопроводе передавалась на вал.
Пытались дорабатывать: ставили дополнительные опоры, усиливали раму. В итоге получилась громоздкая и ненадёжная конструкция, которая требовала постоянного наблюдения. Победили проблему только заменив весь этот ?конструктор? на готовый агрегат, спроектированный как единое целое. Это был дорогой, но правильный урок. Теперь всегда настаиваю на рассмотрении готовых решений от производителей, которые сами проектируют и собирают двигатель с механическим насосом под конкретные условия, как это делает, например, Chengdu Chenghang. Их оборудование изначально тестируется в составе, а не по частям.
Ещё один урок касается ремонтопригодности. В нашей самодельной сборке чтобы заменить сальник насоса, нужно было демонтировать двигатель и муфту, откручивать массу болтов. В специализированных агрегатах часто предусмотрена модульная конструкция: снял защитный кожух, открутил несколько болтов — и ты уже имеешь доступ к уплотнительному узлу, не трогая двигатель и основную раму. Мелочь, но на производстве каждая минута простоя — это деньги.
Куда движется технология? Практический взгляд
Сейчас много говорят про полную электрификацию и замену механических приводов на частотно-регулируемые электроприводы (ЧРП) прямого действия. Но в случае с насосами для конденсата, особенно в условиях высоких температур и необходимости простоты, двигатель с механическим насосом остаётся вне конкуренции по надёжности и цене. Его не нужно дооснащать сложными системами управления, он менее чувствителен к качеству электропитания и перепадам в сети.
Основная эволюция, которую я вижу, — это в сторону повышения эффективности и адаптивности. Например, начинают появляться конструкции, где в едином корпусе с насосом и двигателем интегрирована простая система контроля уровня конденсата (поплавковый выключатель), которая управляет пуском/остановом. Это уже почти автоматизированный модуль ?под ключ?. Также растёт применение более стойких материалов и покрытий, что расширяет область применения таких агрегатов в химических и пищевых производствах, где среда особенно агрессивна.
Производители, которые, как Chengdu Chenghang, сами занимаются полным циклом, здесь в выигрышном положении. Они могут быстро адаптировать конструкцию под запросы заказчика: изменить материал проточной части, установить двигатель на другое напряжение или с другой степенью защиты (IP), предложить разные варианты фланцев. Это гибкость, которой нет у тех, кто просто собирает агрегаты из покупных деталей по стандартной схеме. В итоге, выбор такого оборудования — это всегда поиск баланса между стандартным решением и индивидуальным подходом, где ключевую роль играет опыт и компетенция именно производителя, а не просто сборщика.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 CHD25-10 перевернутая бочкообразная ловушка
CHD25-10 перевернутая бочкообразная ловушка -
 Термодинамические дисковые ловушки CHR20-04
Термодинамические дисковые ловушки CHR20-04 -
 Быстрый соединитель
Быстрый соединитель -
 Утепляющая одежда
Утепляющая одежда -
 Трассировка пара – сборные трассировочные трубы
Трассировка пара – сборные трассировочные трубы -
 Трассировка пара – сборные изоляционные трубки
Трассировка пара – сборные изоляционные трубки -
 Встроенная клапанная станция CHFZ
Встроенная клапанная станция CHFZ -
 CHD50-22 перевернутая бочкообразная ловушка
CHD50-22 перевернутая бочкообразная ловушка -
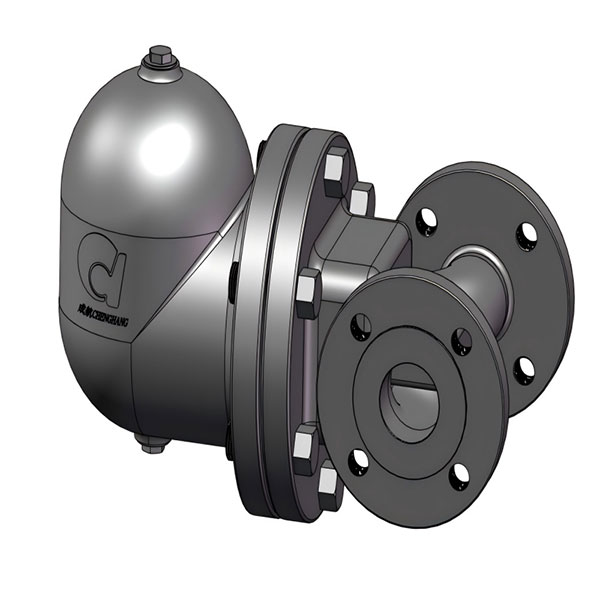
 Рычажные поплавковые ловушки CHF20-160
Рычажные поплавковые ловушки CHF20-160 -
 Рычажные поплавковые ловушки CHF35-1500
Рычажные поплавковые ловушки CHF35-1500 -
CHD25-22 перевернутая бочкообразная ловушка
-
Рычажные поплавковые ловушки CHF25-90
Связанный поиск
Связанный поиск- купить электронасос -автомобиль -лодка -пвх
- термодинамический дренажный клапан
- конденсатоотводчик термостатический 1 2
- труба теплоизолированная цена
- Термостатический конденсатоотводчик
- механический насос для перекачки
- Поплавковый и термостатический конденсатоотводчик
- Узел сбора конденсата
- трубы стальные теплоизолированные
- насос действующий паровой