+86-15756243641







водяной нержавеющий сталь
Когда слышишь ?водяной нержавеющий сталь?, первое, что приходит в голову — это, наверное, трубы или теплообменники. Но вот в чём загвоздка: многие, даже в отрасли, думают, что это просто общее название для нержавейки, контактирующей с водой. А на деле, это целая история с марками, средой и, что самое важное, с последствиями неправильного выбора. Я сам лет десять назад на одном из объектов под Уфой столкнулся с тем, что заказчик купил якобы ?универсальную? AISI 304 для контура горячего водоснабжения с высоким содержанием хлоридов. Через полтора года — точечная коррозия, свищи. Пришлось менять весь узел. Вот тогда и пришло чёткое осознание: водяной нержавеющий сталь — это не абстракция, а конкретный ответ на вопрос ?какая сталь и для какой именно воды??.
От маркировки до реальности: что скрывается за цифрами?
Возьмём, к примеру, самые ходовые марки — 304 и 316. В теории всё ясно: 316 с молибденом устойчивее к хлоридам. Но практика вносит свои коррективы. Я видел, как на одном пищевом комбинате в системе умягчённой воды 304-я сталь служила десятилетиями без намёка на проблемы. И тот же самый материал в системе охлаждения на берегу моря, где в воздухе соль, начинал ?цвести? рыжими пятнами за сезон. Поэтому наш внутренний критерий — мы никогда не рекомендуем ?просто нержавейку?. Сначала анализ воды, температуры, режима работы (постоянный поток или застой), и только потом — разговор о марке. Иногда для водяной нержавеющий сталь в агрессивных средах имеет смысл смотреть в сторону 316L или даже дуплексных сталей, хотя это и дороже.
Здесь часто возникает спор с проектировщиками по бюджету. Их задача — удешевить смету, наша — обеспечить долгий срок службы без аварийных остановок. Приходится аргументировать расчётами, примерами с других объектов, фотоотчётами о последствиях экономии. Бывает, убеждаешь, бывает — нет. В одном из случаев для парового конденсатопровода с высоким содержанием CO2 удалось отстоять использование 316L вместо 304. Прошло уже шесть лет — обратной связи по проблемам нет. А на другом объекте, где настояли на бюджетном варианте, через три года начались утечки в сварных швах. Это дорогой урок для всех.
Кстати, о сварке. Это отдельная боль. Можно взять идеальную марку стали, но испортить всё неверным режимом сварки или электродами. Перегрев, окалина, неполный провар — всё это создаёт зоны с пониженной коррозионной стойкостью. Особенно критично для систем с горячей водой или паром. Мы в своём цеху отработали это до автоматизма, но наблюдая за монтажом на стороне, часто вижу, как бригады варят ?нержавейку? как обычную чёрную сталь. Результат предсказуем. Поэтому сейчас мы часто включаем в поставку не просто трубы или оборудование, но и технадзор за монтажом, или как минимум выдаём подробные регламенты по сварке и последующей пассивации швов.
Оборудование в деле: от теории к конкретному кейсу
Говоря о применении, нельзя не упомянуть такое оборудование, как конденсатоотводчики и гидрофобную арматуру. Это как раз та область, где требования к материалу предельно высоки. Постоянный контакт с горячим конденсатом, возможные гидроудары, агрессивные примеси — здесь нужна сталь, которая выдержит не только давление, но и химическую ?атаку?. В своей практике мы плотно сотрудничаем с производителями, которые глубоко погружены в эту тему. Например, Chengdu Chenghang Energy-saving Equipment Manufacturing Co., Ltd. (https://www.cdchenghang.ru). Их профиль — как раз гидрофобное оборудование для паровых систем, и они хорошо понимают важность правильного выбора материала. ООО Чэнду Чэн Ханг Энергосберегающее производство — это не просто сборка, а полный цикл: разработка, проектирование, свои производственные линии и тесты. Это чувствуется, когда видишь их изделия в разрезе: качество обработки поверхностей, аккуратные сварные швы, продуманная конструкция, минимизирующая застойные зоны.
Помню, мы как-то ставили их термодинамические конденсатоотводчики на линию подачи пара в автоклавы. Среда — насыщенный пар с возможными выбросами химикатов из технологического процесса. Стандартный углеродистый вариант даже не рассматривался. Выбрали исполнение из нержавеющий сталь AISI 316. Ключевым было не только тело клапана, но и все внутренние компоненты — тарелка, седло. Малейшая точка из слабого материала стала бы очагом разрушения. После трёх лет работы при плановом осмотре сняли парочку — внутренности чистые, следов эрозии или коррозии не нашли. Это и есть тот самый правильный подбор.
Но и с ?нержавейкой? не всё гладко. Однажды был случай с фланцевым соединением на обратной линии конденсата. Поставили оборудование от проверенного поставщика, но через несколько месяцев подтекание по фланцу. Разобрали — оказалось, проблема в паронитовой прокладке. Она была стандартной, не для агрессивных сред, и начала разрушаться от температуры и состава конденсата. Пришлось менять на фторопластовые (PTFE). Мелочь? Да. Но именно такие мелочи и определяют надёжность всей системы. Теперь мы всегда уточняем комплектацию фланцевых пар и тип прокладочных материалов под конкретную среду.
Тонкости, которые не пишут в учебниках
Ещё один момент — обработка поверхности. Шероховатость внутренней поверхности труб или камер имеет огромное значение. Чем грубее поверхность, тем больше мест для начала коррозии и образования отложений. Идеально — полированная или электрохимически полированная поверхность. Но это дорого. На практике для многих систем водоснабжения или конденсатопроводов достаточно качественной механической полировки. Мы всегда обращаем на это внимание при приёмке труб или готовых узлов. Бывало, браковали партию именно из-за видимых продольных рисок внутри трубы, которые могли стать концентраторами напряжений.
Отдельная тема — пассивация. После любой механической обработки или сварки защитный оксидный слой на нержавейке нарушается. Его необходимо восстановить — это и есть пассивация, обычно кислотная обработка. Многие монтажные бригады этим пренебрегают. А потом удивляются, почему шов ржавеет, а труба рядом — нет. Мы на своём производстве эту операцию проводим в обязательном порядке для всех сварных узлов. И в спецификациях для заказчиков всегда это прописываем как обязательный этап монтажа. Это не прихоть, а необходимость для обеспечения заявленного срока службы водяной нержавеющий сталь.
И конечно, нельзя забывать про блуждающие токи. Это бич не только для подземных трубопроводов. Я сталкивался с ситуацией, когда быстрая коррозия нержавеющего теплообменника в котельной была вызвана плохим заземлением электрооборудования и наведёнными токами. Материал был выбран правильно, среда неагрессивная, а проблема появилась. Пришлось вызывать специалистов-электриков для проведения замеров потенциалов и переделки заземляющего контура. После этого коррозия остановилась. Так что иногда проблема лежит совсем не в химической плоскости.
Экономика vs. Надёжность: вечный спор
В заключение хочется сказать, что выбор ?водяной нержавеющей стали? — это всегда поиск баланса. Баланса между первоначальной стоимостью и стоимостью владения (включая ремонты и простои). Слепая экономия на материале почти всегда выходит боком. Но и бездумное применение самых дорогих марок без технико-экономического обоснования — это расточительство.
Наш подход, который сформировался через серию и удач, и ошибок, можно свести к простому алгоритму: 1) Максимально полные данные о рабочей среде (химсостав, температура, давление, режим). 2) Консультация с технологами и, если нужно, лабораторные тесты на коррозию. 3) Выбор марки стали и качества обработки поверхности под эти условия. 4) Чёткий техрегламент на изготовление и монтаж, включая сварку и пассивацию. 5) Контроль на всех этапах.
Именно так работают серьёзные игроки на рынке, будь то крупный производитель оборудования, как упомянутая Chengdu Chenghang, или монтажная организация с инженерной культурой. Потому что в итоге важно не то, что написано в сертификате на сталь, а то, как работает собранная из неё система через пять, десять, пятнадцать лет. А это зависит от сотни деталей, которые знает только тот, кто прошёл этот путь от чертежа до запуска и дальнейшего обслуживания.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 CHD25-05 перевернутая бочкообразная ловушка
CHD25-05 перевернутая бочкообразная ловушка -
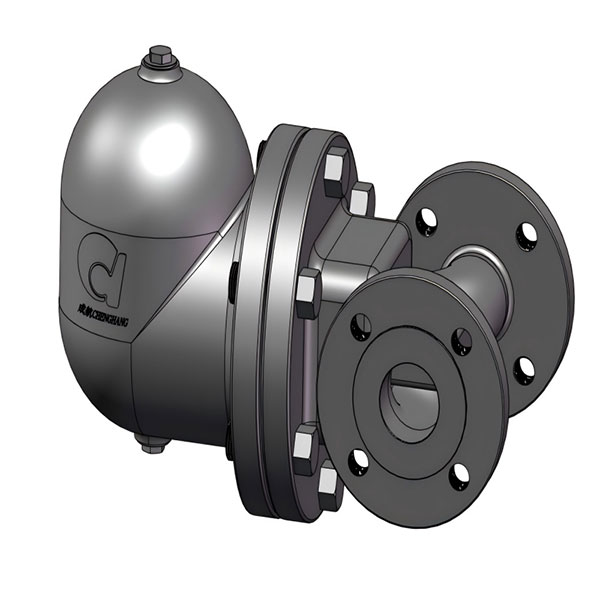 Рычажные поплавковые ловушки CHF32-700
Рычажные поплавковые ловушки CHF32-700 -
 CHD65-95 перевернутая бочкообразная ловушка
CHD65-95 перевернутая бочкообразная ловушка -
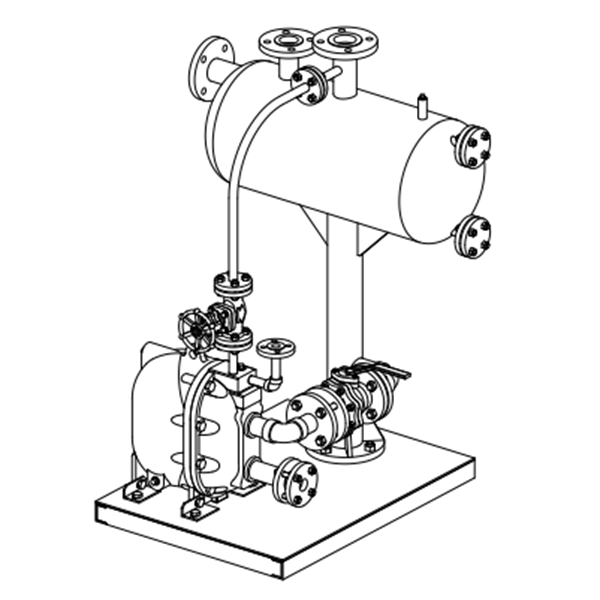
 Встроенная станция регенерации конденсата
Встроенная станция регенерации конденсата -
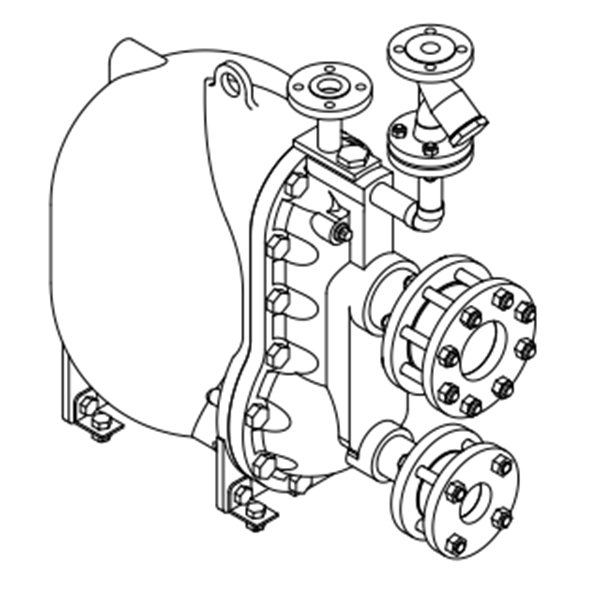 Ловушка двойного действия CHBS-02
Ловушка двойного действия CHBS-02 -
 Рычажные поплавковые ловушки CHF21-05
Рычажные поплавковые ловушки CHF21-05 -
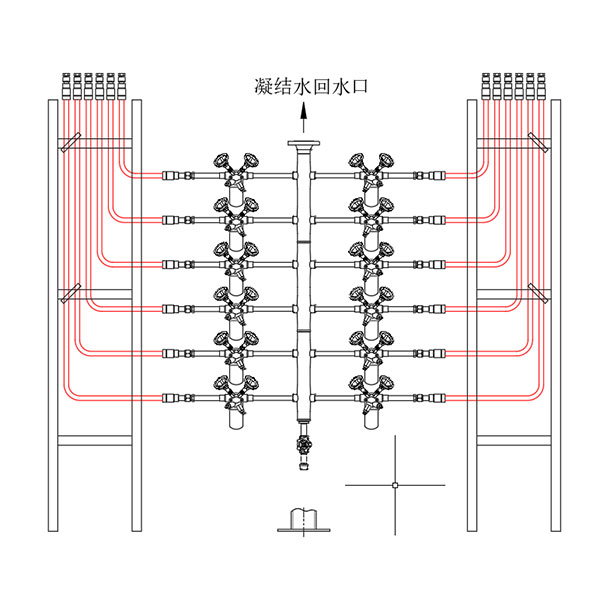
 Трассировка пара – сборные изоляционные трубки
Трассировка пара – сборные изоляционные трубки -
CHD130-140 перевернутая бочкообразная ловушка
-
 Термодинамические дисковые ловушки CHR80-06
Термодинамические дисковые ловушки CHR80-06 -
 Термостатические биметаллические ловушки CHS16-06
Термостатические биметаллические ловушки CHS16-06 -
Рычажные поплавковые ловушки CHF32-120
-
 Серия CHB-JZ4
Серия CHB-JZ4