+86-15756243641







Быстрый соединитель
Когда слышишь ?быстрый соединитель?, первое, что приходит в голову неискушенному человеку — какая-то муфта, хомут, стяжка. В общем, деталька. Но на практике, особенно в паровых и гидравлических системах, от этой ?детальки? зависит слишком многое: безопасность, энергоэффективность, простои. Многие, кстати, до сих пор считают, что главное в быстром соединителе — это скорость монтажа. Ну, вставил, щелкнул — и готово. Это самое опасное заблуждение. Скорость — следствие продуманной конструкции, а не самоцель. Настоящий профессионал смотрит глубже: на материал, тип уплотнения, рабочие давления, температурный режим, совместимость с конкретной средой. Я сам через это прошел, когда лет десять назад мы пытались ставить на паропроводы средней давления соединители, которые хорошо себя показали в водоснабжении. Результат — через полгода начали ?потеть?, а потом и вовсе один лопнул по корпусу от термоциклирования. Хорошо, что обошлось без травм. Вот с тех пор и выработался подход: быстросъёмное соединение — это не универсальная запчасть, а специфический узел, который нужно подбирать под задачу с запасом.
Где кроется подвох: опыт ошибок и наблюдений
Основная проблема рынка — в размытости стандартов и терминов. Один производитель называет соединитель быстрый то, что другой назовет муфтой с накидной гайкой. А по факту это разные вещи с разным принципом фиксации. Самый распространенный тип — это соединения типа ?шарик-пружина?. Казалось бы, надежно. Но если пружина из неподходящей стали, она ?устанет? после сотни циклов или сдаст в агрессивной среде. У нас был случай на пищевом производстве, где пар контактировал с щелочными моющими растворами. Соединители стояли стандартные, из углеродистой стали с цинкованием. Внешне — красота. А внутри за полгода пружины превратились в труху. Система начала давать течь в самый неподходящий момент. Пришлось менять всё на линии на нержавейку, причем не просто AISI 304, а 316L, чтобы быть уверенным в стойкости. Это дорого, но дешевле, чем остановка производства и репутационные потери.
Еще один нюанс, который часто упускают из виду — это чистота поверхности каналов в самом соединителе. Шероховатость, заусенцы, раковины — всё это точки для начала кавитации и эрозии, особенно в паровых системах. Пар — не вода, он более ?агрессивен? к неровностям. Я видел образцы, где внутри, в самом труднодоступном месте литья, был почти незаметный бугорок. Через несколько месяцев работы на нем образовалась каверна, которая привела к разгерметизации. Поэтому сейчас при выборе всегда интересуюсь не только сертификатами на материал, но и технологией финишной обработки внутренних полостей. Шлифовка, полировка, электрополировка — у каждого метода свои плюсы и цена.
И, конечно, уплотнение. Резиновые кольца — это классика, но резина резине рознь. EPDM, Viton, NBR — у каждого свой температурный и химический потолок. Ошибка в выборе уплотнения сводит на нет всю надежность корпуса. Помню, как один технолог настаивал на дешевых NBR-кольцах для периодической подачи перегретого пара, мотивируя это тем, что ?контакт кратковременный?. В теории — да. На практике — термостарение материала ускорилось в разы, кольца потеряли эластичность и начали крошиться, забивая собой клапаны. Пришлось разбирать полсистемы. Вывод: экономия на уплотнении — самая ложная экономия. Лучше брать с запасом по температуре и стойкости.
Практика выбора: не по каталогу, а по задаче
Сейчас, когда ко мне приходят с вопросом ?посоветуй быстрый соединитель?, я начинаю не с брендов, а с вопросов. Какая среда? Пар насыщенный или перегретый? Температура, давление, цикличность подключений? Будет ли вибрация? Какой тип фланцев или труб уже смонтирован? Часто оказывается, что клиенту нужен не просто соединитель, а переходное решение, возможно, с интегрированным шаровым краном или предохранительным клапаном. Вот здесь как раз важно работать с производителями, которые способны на нестандартные решения, а не просто торгуют каталогом.
К примеру, в работе с паровыми системами я обратил внимание на компанию ООО ?Чэнду Чэн Ханг Энергосберегающее производство? (https://www.cdchenghang.ru). Они позиционируют себя как производитель, объединяющий разработку, проектирование и производство оборудования для паровых систем. Это важный момент. Когда производитель глубоко в теме пара, он понимает эти нюансы с термоциклированием и эрозией. У них в ассортименте есть быстросъёмные соединения, которые изначально спроектированы под высокие параметры пара. Что мне импонирует — в их материалах часто упоминается контроль качества литья и обработки внутренних поверхностей, что как раз критично для долговечности. Не просто ?нержавейка?, а конкретные марки и методы контроля. Это говорит о серьезном подходе.
Однако, даже с хорошим производителем нельзя слепо доверять. Всегда запрашиваю тестовые образцы для ?пыток?. Создаю условия, близкие к нашим наихудшим сценариям: циклы ?нагрев-остывание?, проверка на остаточную деформацию после снятия нагрузки, тест на легкость расстыковки под давлением (конечно, с соблюдением всех мер безопасности). Один раз так выявил проблему с залипанием шарикового механизма фиксации после 500 циклов. Производитель, к его чести, не спорил, а доработал геометрию и прислал новую партию. Это и есть нормальная работа.
Монтаж и эксплуатация: моменты, о которых не пишут в инструкции
Самая надежная деталь может быть убита неправильным монтажом. С быстрыми соединителями это аксиома. Первое правило — чистота. Малейшая песчинка или стружка на уплотнительной поверхности гарантирует течь. Привык перед установкой продувать и протирать и патрубки, и сам соединитель. Второе — соосность. Если соединяемые трубы или шланги перекошены, создается изгибающий момент. Соединитель, особенно под давлением, будет работать ?на излом?, и его ресурс сократится в разы. Мы для ответственных линий даже специальные кондукторы для юстировки используем при монтаже.
Еще один практический совет — маркировка. Если на объекте стоит несколько типов соединителей (для пара, для горячей воды, для химии), их нужно четко маркировать краской или бирками. Чтобы в пылу работ или при замене персонал по ошибке не поставил ?водяной? соединитель на паропровод. У нас такое почти случилось, но вовремя заметили по цветной метке на корпусе.
И главное — не использовать силу. Если соединитель не стыкуется легко, ?не идет?, — значит, что-то не так: либо загрязнение, либо несовпадение типов, либо повреждение. Никаких молотков и монтировок! Сорвешь фиксирующий механизм — и всё, деталь в утиль. Лучше потратить пять минут на диагностику, чем потом час на аварийный ремонт.
Экономический аспект: дешево vs. целесообразно
Цена на быстрый соединитель может отличаться в разы. Соблазн купить подешевле велик, особенно для большого проекта. Но здесь нужно считать не стоимость детали, а стоимость владения. Дешевый соединитель может привести к: 1) простоям из-за частых отказов, 2) потерям пара (а это прямые потери энергии и денег), 3) затратам на частую замену, 4) риску аварии.
Приведу грубый расчет с одного из наших объектов. Дешевый соединитель — 500 рублей, срок службы в наших условиях — около 6 месяцев. Дорогой, от проверенного поставщика (вроде того же Чэн Ханга, если брать их специфику) — 3000 рублей, но служит уже 4 года без нареканий. За 4 года на одно только место пришлось бы купить 8 дешевых соединителей (4000 рублей), плюс работа по замене (минимум 2 часа каждый раз), плюс потери пара во время течей и простоев. Сумма получается в разы выше, чем одна качественная деталь. И это без учета рисков.
Поэтому мое твердое убеждение: на критичных участках паровых и гидравлических систем экономить на соединителях — себе дороже. Лучше один раз тщательно подобрать, протестировать и поставить то, что будет работать годами. Это не про лояльность бренду, это про здравый смысл и инженерную ответственность.
Взгляд в будущее: что еще может измениться
Сейчас тренд — это ?умные? элементы. Думаю, что и быстросъёмные соединения не останутся в стороне. Уже появляются прототипы с датчиками контроля износа уплотнения, встроенными RFID-метками для отслеживания срока службы и истории обслуживания. Для больших промышленных предприятий с тысячами таких точек это может быть революцией в плане предиктивного обслуживания.
Еще одно направление — материалы. Развитие порошковой металлургии и аддитивных технологий может дать нам соединители со сложной внутренней геометрией для лучшего распределения напряжений, из спецсплавов, которые невозможно получить литьем. И, конечно, будут развиваться уплотнительные материалы, более стойкие к экстремальным температурам и химии.
Но как бы ни менялись технологии, базовые принципы останутся: понимание среды, учет всех нагрузок, качество изготовления и грамотный монтаж. Быстрый соединитель был и останется не просто удобной ?соской?, а важным инженерным узлом, от которого зависит надежность всей системы. И подходить к его выбору нужно с соответствующим уважением и тщательностью. Всё остальное — путь к проблемам, которые мне, как практику, потом и расхлебывать.
Соответствующая продукция
Соответствующая продукция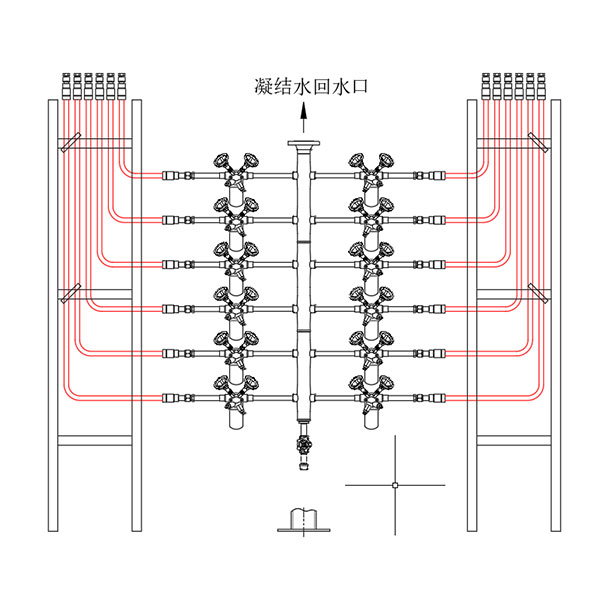


Самые продаваемые продукты
Самые продаваемые продукты-
 Ловушки свободный поплавок CHZF25-10
Ловушки свободный поплавок CHZF25-10 -
 Рычажные поплавковые ловушки CHF25-90
Рычажные поплавковые ловушки CHF25-90 -
 Термостатические биметаллические ловушки CHS25-09
Термостатические биметаллические ловушки CHS25-09 -
 Быстрый соединитель
Быстрый соединитель -
 Серия CHB-JZ2
Серия CHB-JZ2 -
 Термостатические биметаллические ловушки CHS120-05
Термостатические биметаллические ловушки CHS120-05 -
 Рычажные поплавковые ловушки CHF65-700
Рычажные поплавковые ловушки CHF65-700 -
 Оболочка из ПВХ
Оболочка из ПВХ -
Рычажные поплавковые ловушки CHF60-18
-
 Термодинамические дисковые ловушки CHR35-10
Термодинамические дисковые ловушки CHR35-10 -
 CHD20-70 перевернутая бочкообразная ловушка
CHD20-70 перевернутая бочкообразная ловушка -
 Термостатические биметаллические ловушки CHS50-06
Термостатические биметаллические ловушки CHS50-06